
A4 Mk2
| Dismantling and assembling pinion shaft |
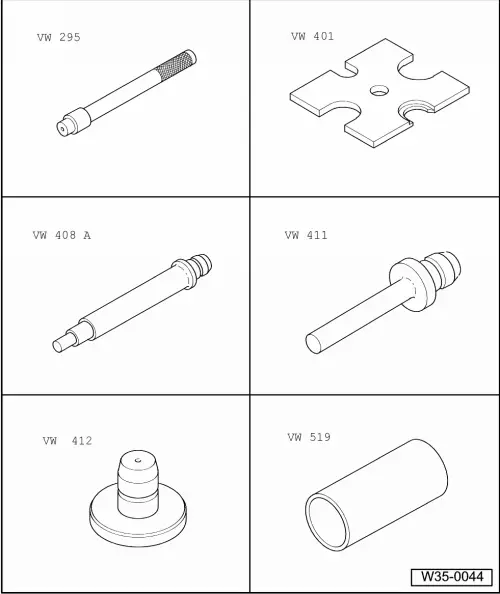
| Special tools and workshop equipment required |
| t | Drift -VW 295- |
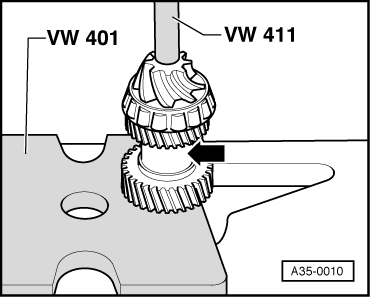
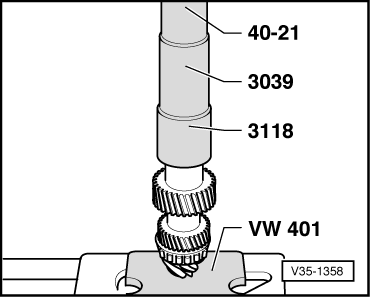
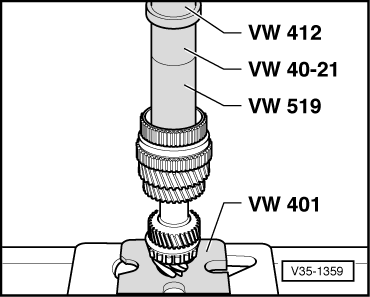
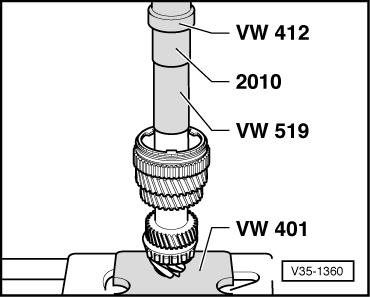
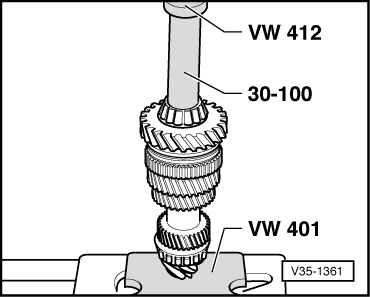
| t | Thrust plate -VW 401- |
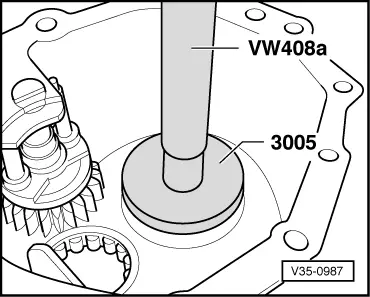
| t | Press tool -VW 408 A- |
| t | Press tool -VW 411- |
| t | Press tool -VW 412- |
| t | Tube -VW 519- |
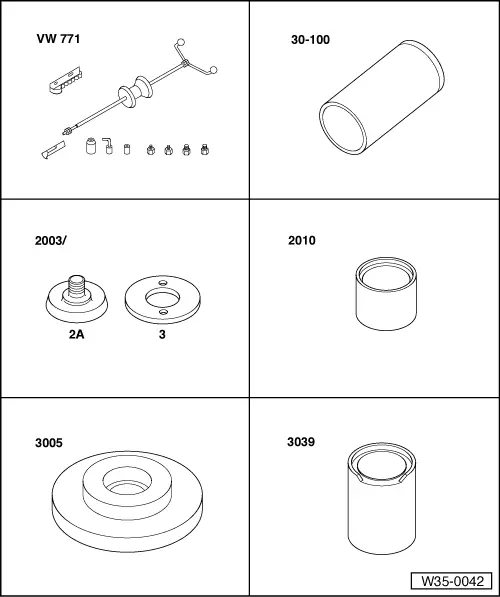
| t | Multi-purpose tool -VW 771- |
| t | Drift sleeve -30-100- |
| t | Installing ring -2003/3- |
| t | Tube -2010- |
| t | Thrust plate -3005- |
| t | Guide sleeve -3039- |
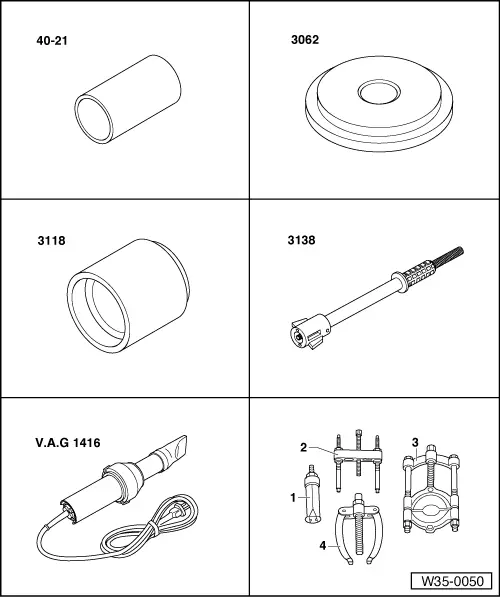
| t | Press tool -40-21- |
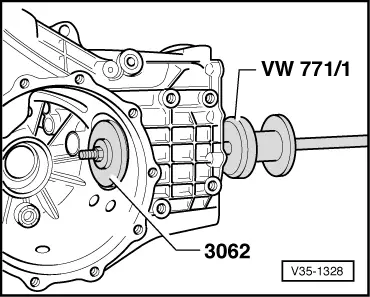
| t | Thrust pad -3062- |
| t | Tube -3118- |
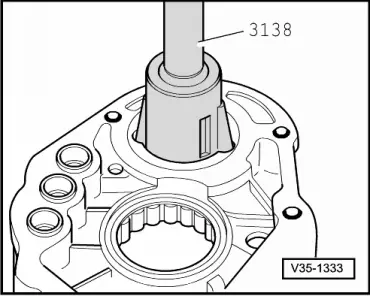
| t | Drift -3138- |
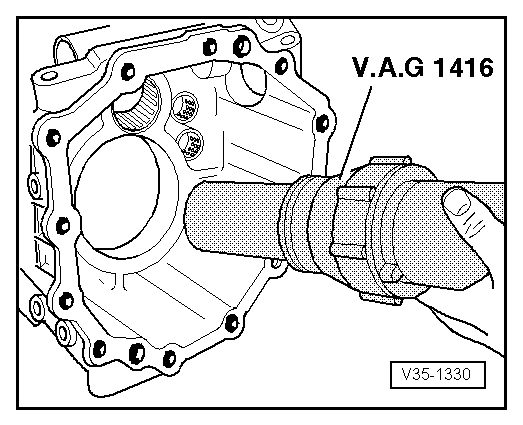
| t | Hot air blower -V.A.G 1416- |
| t | -3-Splitter -Kukko 17/2- |
| Pinion shaft - exploded view of components |
 Note
Note| t | Observe the general repair instructions → Chapter. |
| t | When installing new gears → Chapter „Code letters, allocation, transmission ratios, capacities“. |
| t | Adjustment is required if pinion shaft, bearing plate or tapered roller bearings are being renewed → Anchor. |
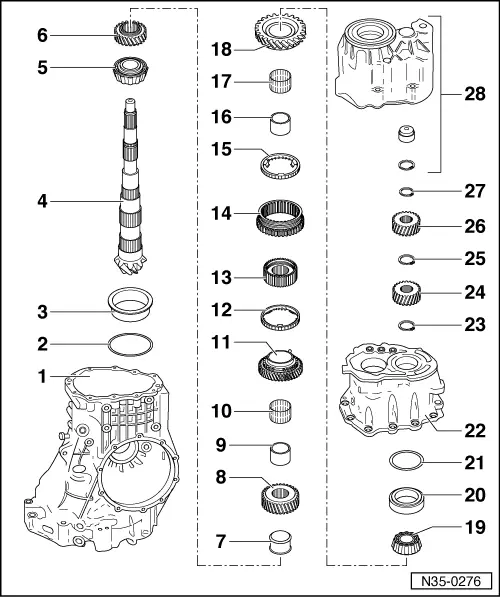
| 1 - | Gearbox housing |
| q | Servicing → Chapter |
| 2 - | Shim “S3” |
| q | Table of adjustments → Anchor |
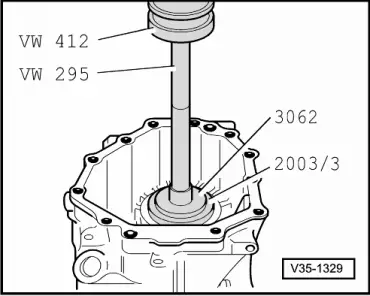
| 3 - | Large tapered roller bearing outer race |
| q | Pulling out → Fig. |
| q | Pressing in → Fig. and → Fig. |
| 4 - | Pinion shaft |
| q | Is mated with crown wheel (final drive gear set), always renew together as a set |
| q | Select correct version according to code letters → Parts catalogue |
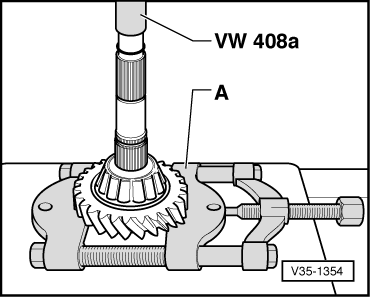
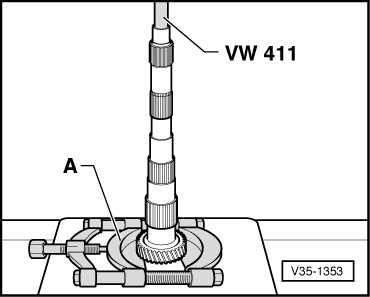
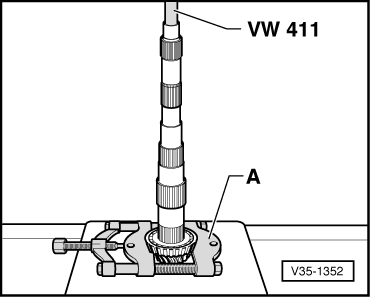
| 5 - | Large tapered roller bearing inner race |
| q | Pressing off → Fig. |
| q | Pressing on → Fig. |
| q | Low-friction bearing; do not oil bearing when measuring friction torque |
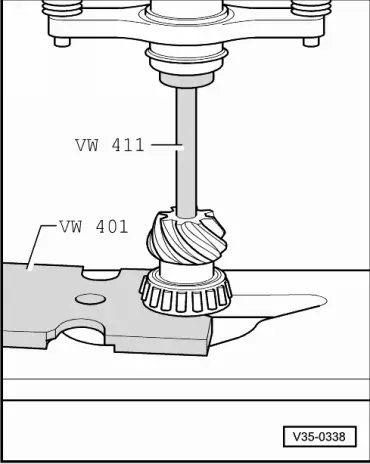
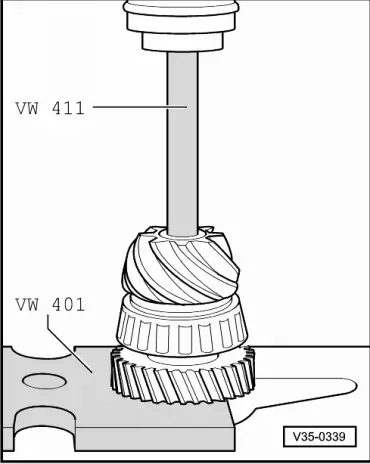
| 6 - | 4th gear wheel |
| q | Pressing off → Fig. |
| q | Pressing on → Fig. |
| 7 - | Spacer sleeve |
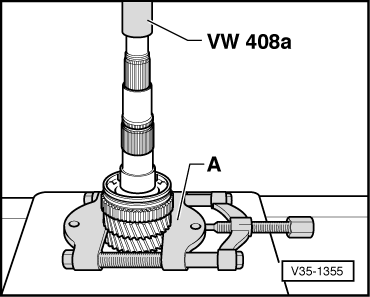
| 8 - | 3rd gear wheel |
| q | Pressing off together with → Item → Fig. |
| q | Pressing on → Fig. |
| 9 - | Inner race for 2nd speed selector gear |
| q | Pressing off together with → Item → Fig. |
| q | Pressing on → Fig. |
| 10 - | Needle bearing for 2nd speed selector gear |
| q | Lubricate with gear oil before installing |
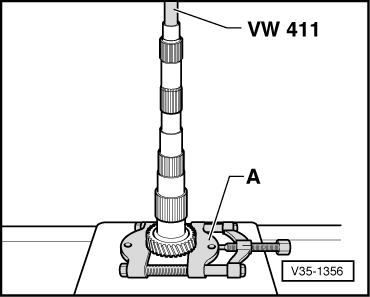
| 11 - | 2nd speed selector gear |
| q | Pressing off → Fig. |
| q | Before installing, fit spring and slide needle bearing onto pinion shaft |
| q | After installing, check axial clearance with a feeler gauge (0.15 ... 0.35 mm) |
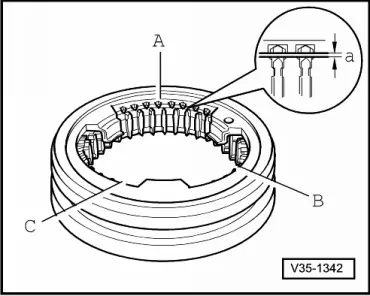
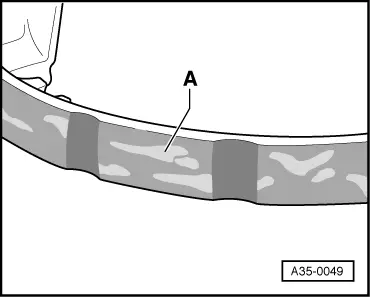
| 12 - | Synchro-ring for 2nd gear |
| q | With molybdenum coating |
| q | Checking for wear → Fig. |
| 13 - | Synchronising hub for 1st and 2nd gear |
| q | Pressing off → Fig. |
| q | Pressing on → Fig. |
| q | Installation position: flush hub towards 2nd speed selector gear |
| 14 - | Locking collar for 1st and 2nd gear |
| q | Installation position: groove for selector fork faces towards 1st speed selector gear |
| 15 - | Synchro-ring for 1st gear |
| q | Checking for wear → Fig. |
| 16 - | Inner race for 1st speed selector gear |
| q | Pressing off → Fig. |
| q | Pressing on → Fig. |
| 17 - | Needle bearing for 1st speed selector gear |
| q | Lubricate with gear oil before installing |
| 18 - | 1st speed selector gear |
| q | Before installing, insert spring → Fig. |
| q | After pressing on → Item, check axial clearance with a feeler gauge (0.15 ... 0.50 mm) |
| 19 - | Small tapered roller bearing inner race |
| q | Pressing off → Fig. |
| q | Pressing on → Fig. |
| q | Low-friction bearing; do not oil bearing when measuring friction torque |
| 20 - | Small tapered roller bearing outer race |
| q | Driving out → Fig. |
| q | Pressing in → Fig. |
| 21 - | Shim “S4” |
| q | Table of adjustments → |
| 22 - | Bearing plate |
| q | Servicing → Chapter |
| 23 - | Circlip |
| q | Re-determining thickness → Anchor |
| 24 - | 6th gear wheel |
| q | Pressing off → Anchor |
| q | Pressing on → Anchor |
| q | Installation position: shoulder towards inner race for small tapered roller bearing |
| 25 - | Circlip |
| q | Re-determining thickness → Anchor |
| 26 - | 5th gear wheel |
| q | Pulling off → Anchor |
| q | Driving on → Anchor |
| 27 - | Circlip |
| 28 - | End cover |
| q | Servicing → Chapter |
Note
|
|
|
|
|
|
 WARNING
WARNING
|
|
|
|
|
|
|
|
Note
|
|
Note
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|