
A4 Mk2
| Servicing end cover |

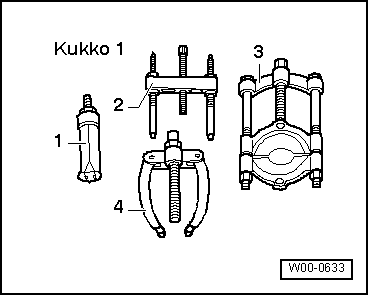
| Special tools and workshop equipment required |
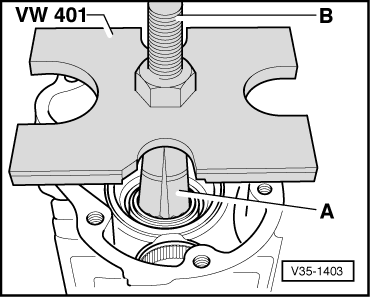
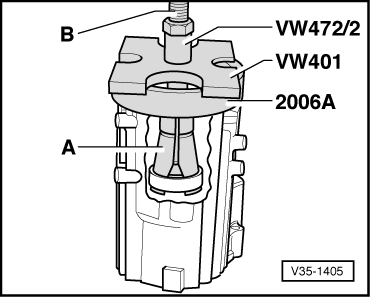
| t | Thrust plate -VW 401- |
| t | Thrust plate -VW 402- |
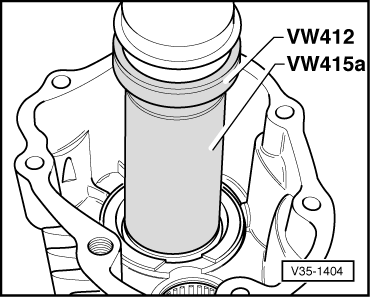
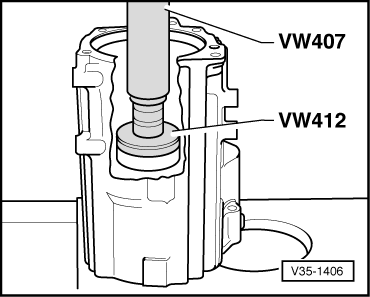
| t | Press tool -VW 412- |
| t | Tube -VW 415 A- |
| t | Spacer sleeve -VW 472/2- |
| t | Thrust ring -2006 A- |
|
|
|
|
| Exploded view |
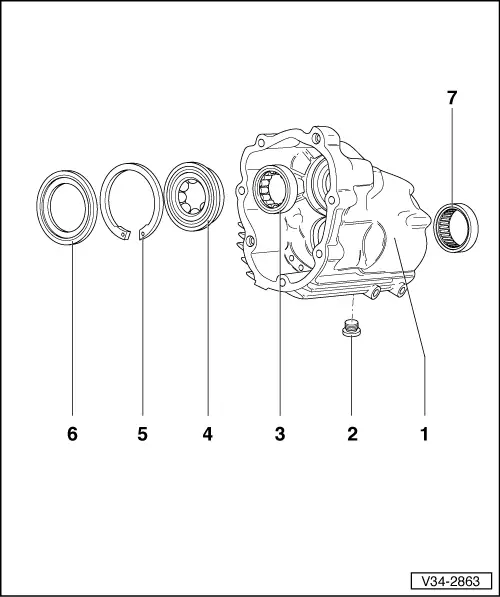
| 1 - | End cover |
| q | If renewed, re-determine thickness of circlip → Item |
| q | Re-determine shims for Torsen differential → Anchor |
| 2 - | Oil drain plug, 40 Nm |
| 3 - | Roller bearing for input shaft |
| q | Pulling out → Fig. |
| q | Pressing in flush → Fig. |
| 4 - | Ball bearing for input shaft |
| q | Removing → Fig. |
| q | Installing → Fig. |
| q | If renewed, re-determine thickness of circlip → Item |
| 5 - | Circlip |
| q | Re-determining thickness → Anchor |
| q | Installing → Fig. |
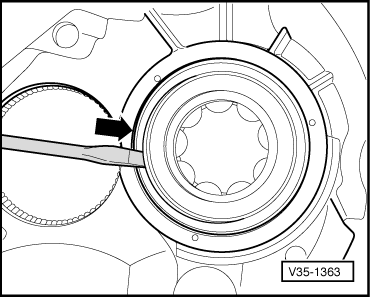
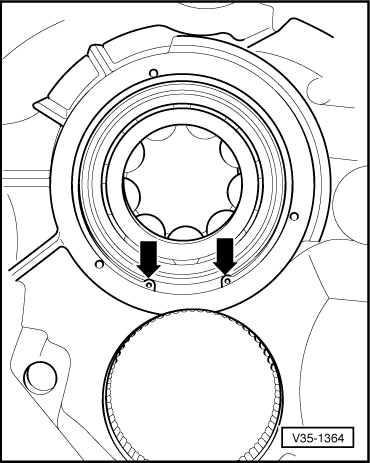
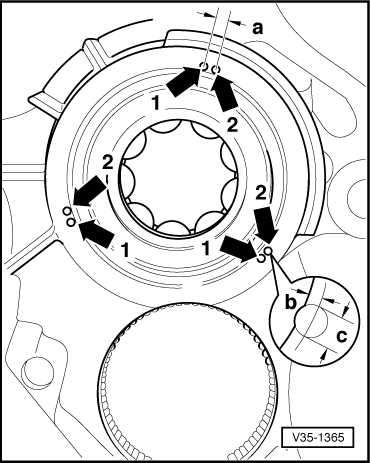
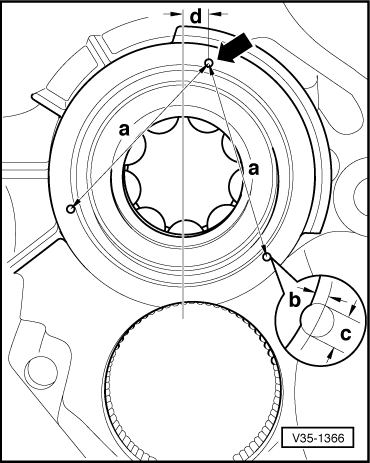
| 6 - | Baffle plate |
| q | Renew |
| q | Removing → Fig. |
| q | Installing and peening in position when renewing ball bearing for input shaft → Fig. |
| q | Installing and peening in position when renewing end cover → Fig. |
| 7 - | Needle bearing for Torsen differential |
| q | Pulling out → Fig. |
| q | Driving in → Fig. |
|
|
|
|
 Note
Note
|
|
| Available circlips - Thickness in mm 1) | |||
| 2.55 | 2.65 | ||
| 2.60 | 2.70 | ||
| |||
|
|
|
|
|
|
|
|
|