| –
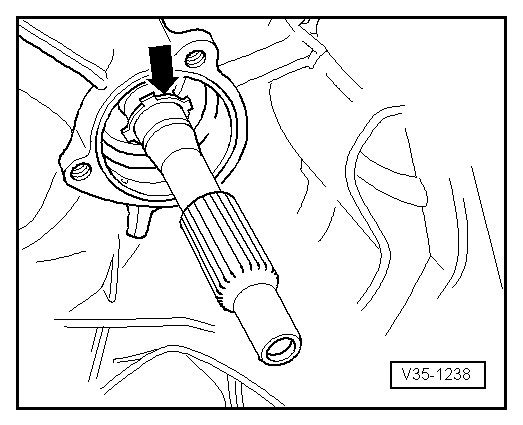
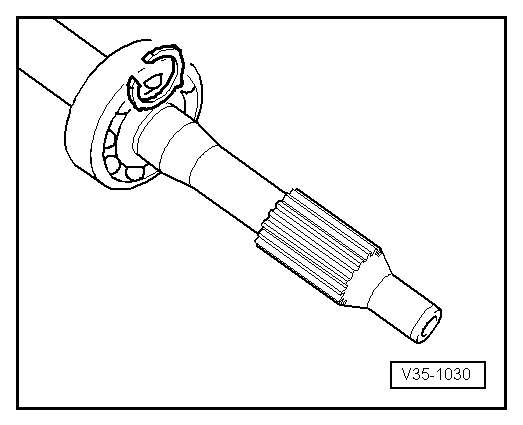
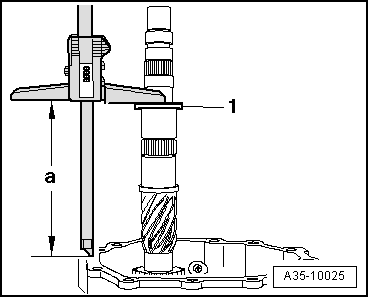
| Place thrust washer -1- for 4th and 5th speed selector gears onto input shaft. |
| –
| Apply digital depth gauge (e.g. -VAS 6087-) to thrust washer -1- and measure distance to contact surface of housing. The measuring point on the housing contact surface must be as close to the input shaft as possible. |

Note | When measuring, lift the input shaft with e.g. support bridge -30-211A- or the help of a 2nd mechanic so that the play in the ball bearing is taken up. |
| l
| Specification: distance „a“ = 164.14 mm |
Note | t
| If the measured value exceeds the specification, use a thinner circlip than the circlip installed so that the specification is attained. |
| t
| If the measured value is below the specification, use a thicker circlip than the circlip installed so that the specification is attained. |
| t
| Determine the circlip thickness to meet the specification as exactly as possible (164.14 mm). |
|
|
|