
A5
|
| Piston Ø | ||||
| Basic dimension | mm | 82.465 1) | ||
| ||||
|
|
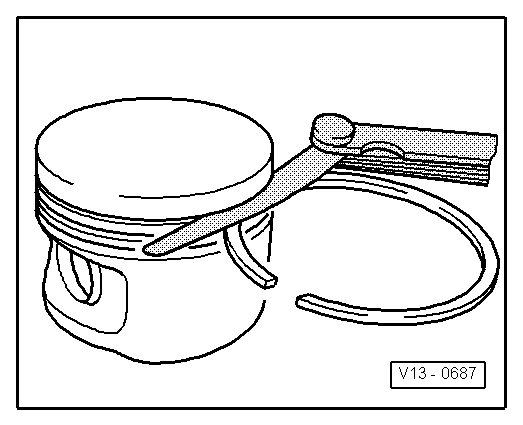
| Piston ring Dimensions in mm | New | Wear limit |
| Compression ring | 0.20...0.40 | 0.80 |
| Oil scraper ring | 0.25...0.50 | 0.80 |
|
|
| Piston ring Dimensions in mm | New | Wear limit |
| 1st compression ring | 0.06 … 0.09 | 0.20 |
| 2nd compression ring | 0.03 … 0.06 | 0.15 |
| Oil scraper rings | Cannot be measured | |
|
|
 Caution
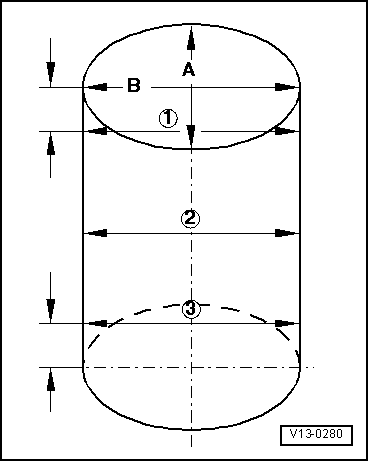
Caution| Cylinder bore Ø | ||
| Basic dimension | mm | 82.51 |
 Note
Note
|