
Vision V6-3.5L VIN F (1997)
Valve Guide: Service and Repair
1. Measure valve stem-to-guide clearance as follows:
2. Install valve into cylinder head so it is 15 mm (0.590 inch) off the valve seat. A small piece of hose may be used to hold valve in place.
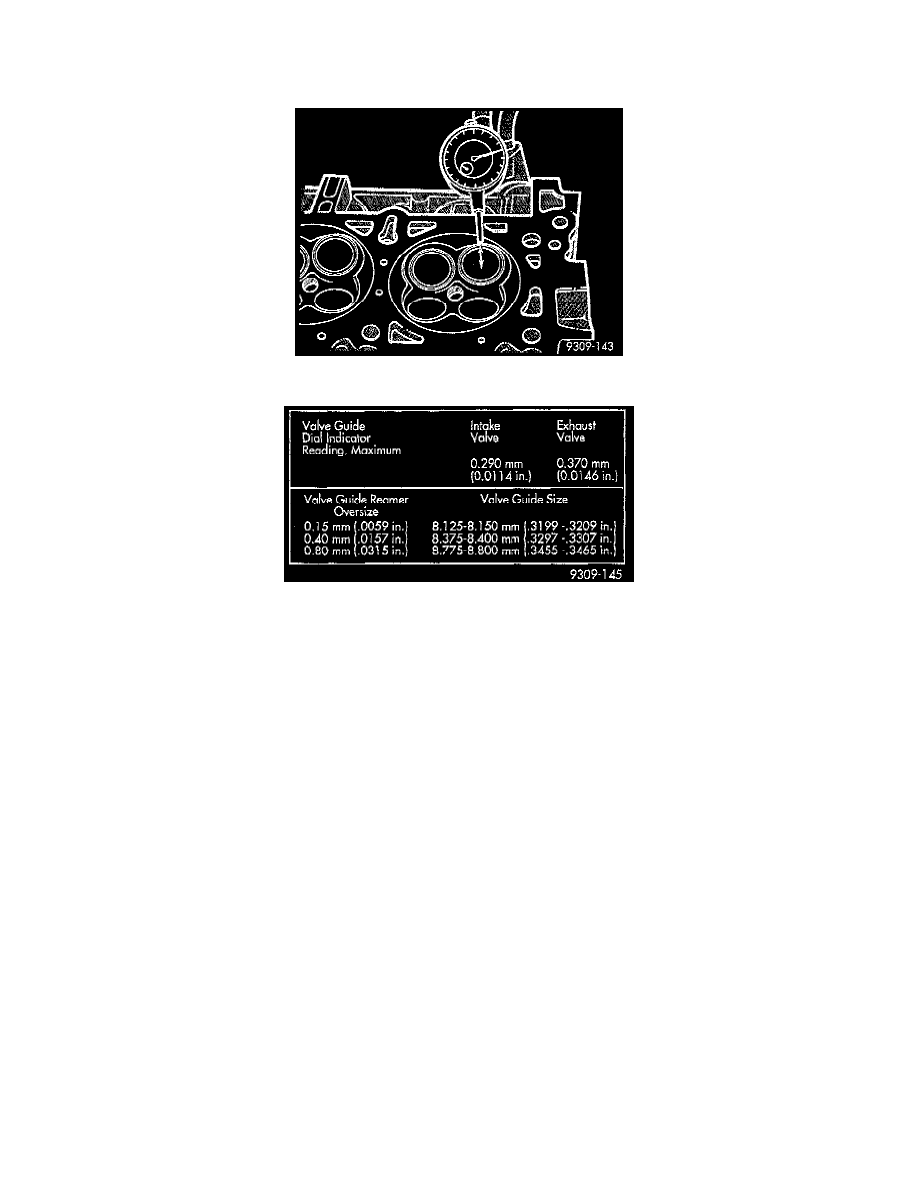
3. Attach dial indicator Tool C-3339, or equivalent to cylinder head and set it at right angle of valve stem being measured.
Valve Guide Specification Chart
4. Move valve to and from the indicator. Refer to specifications.
5. Ream the guides for valves with oversized stems if dial indicator reading is excessive or if the stems are scuffed or scored.
6. Service valves with oversize sterns and over size seals are available in 0.15 mm (0.0059 inch), 0.40 mm (0.0157 inch) and 0.80 mm (0.0315 inch)
oversize.
NOTE: Oversize seals must be used with oversize valves.
7. Reaming procedure to accommodate the oversize valve stem are as follows:
8. Slowly turn reamer by hand and clean guide thoroughly before installing new valve. Do not attempt to ream the valve guides from standard directly to
0.80 mm (0.0315 inch) Use step procedure of 0.15 mm (0.0059 inch), 0.40 mm (.0157 inch) and 0.80 mm (0.030 inch) so the valve guides may be
reamed true in relation to the valve seat. After reaming guides, the seat runout should be measured and resurfaced if necessary. See Refacing Valves
and Valve Seats.
NOTE: Replace cylinder head if guide does not clean up with 0.80 mm (0.0315 inch) oversize reamer, or if guide is loose in cylinder head.