The fender apron panel reinforcement is already removed before commencing the repair.
Required removal operations: Crash padding, A-pillar trim panel, rocker panel trim and driver or passenger seat.
Move carpets and wiring out of the working area.
NOTE:If the rocker panel inner reinforcement must also be renewed, the cut in the outer rocker panel must be made according to the specified dimension (450 mm).
Outer A-pillar
Cut locations.
Mill out the spot welds.
Mill out the spot welds (two panel thicknesses).
Grind out the spot welds.
Grind out the MIG brazed seams.
A-pillar reinforcement
Mill out the spot welds.
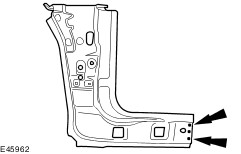
Inner A-pillar
Cut locations.
Mill out the spot welds.
Grind out the spot welds.
Mill out the spot welds (3 panel thicknesses).
A-pillar (inside view)
Grind out the MIG brazed seam.
Mill out the spot welds.
Installation
NOTE:Before resistance spot welding of body panels with a total panel thickness of 3 mm and greater, the welding equipment instructions contained in sub-section 501-25A must be followed.
Inner A-pillar
Continuous MIG weld seam.
Resistance spot weld.
Puddle weld.
NOTE:
The MIG brazed seam must be replaced by two continuous MIG weld seams
The continuous MIG weld seams must not be located on the old MIG brazed seam area.
The continuous MIG weld seams be at least 10 mm away from the MIG brazed seam area.
Inner A-pillar
Continuous MIG weld seam.
Puddle weld.
A-pillar reinforcement
Drill holes for puddle welding (diameter: 10 mm).
NOTE:Only tack-weld A-pillar reinforcement. The final weld joint is made with the outer A-pillar installed.
A-pillar reinforcement
Resistance spot weld.
Puddle weld.
Outer A-pillar
Drill holes for puddle welding (diameter: 10 mm).
NOTE:The MIG welded joints between the A-pillar outer panel and the A-pillar reinforcement are made during installation of the fender apron panel reinforcement.