
F 150 2WD Pickup V8-5.4L SOHC VIN 5 (2004)
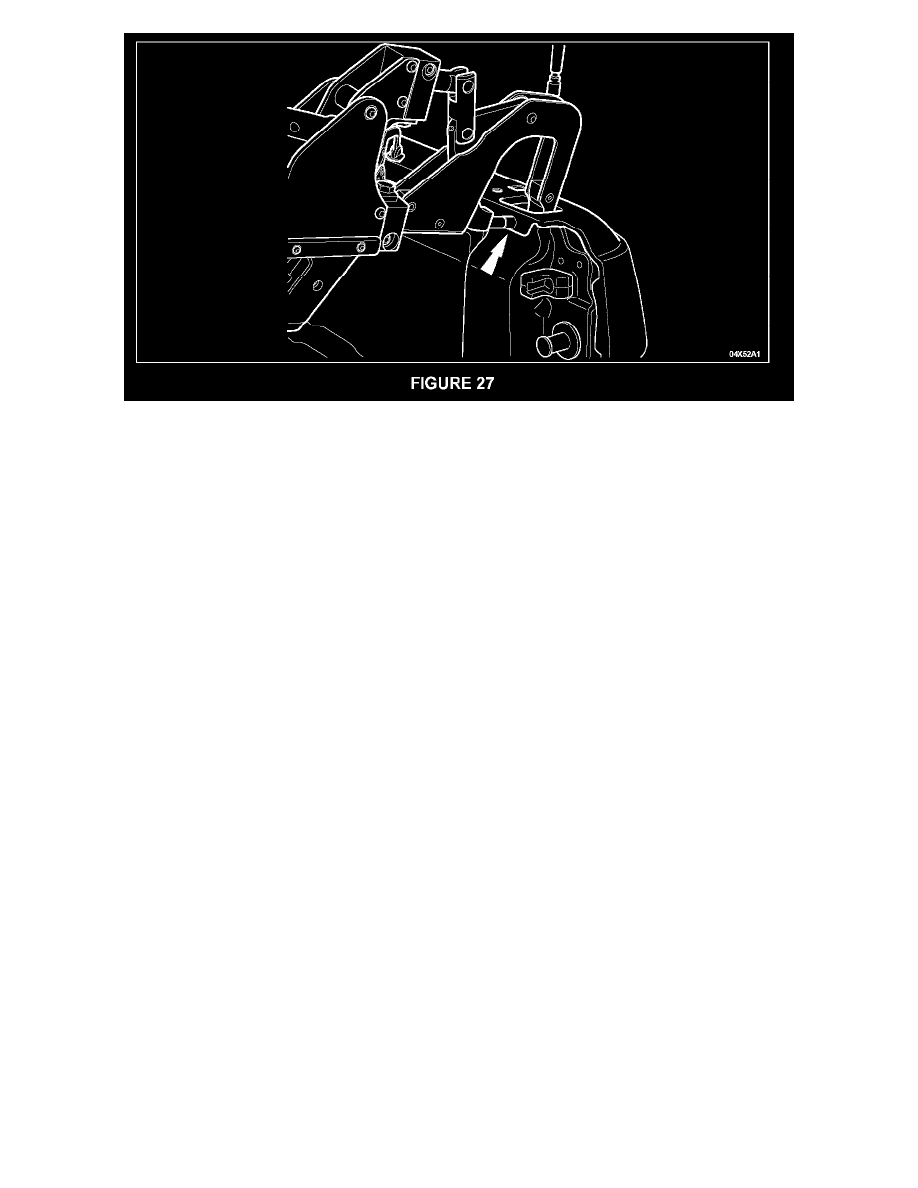
Spot weld the new panel in place, maintaining original spot weld spacing. Welds should be placed as close as possible to the original welds,
BUT NOT DIRECTLY OVER AN ORIGINAL SPOT WELD. See Figures 26 and 27.
9.
Remove the clamps after welding is completed.
10.
Apply Motorcraft Flexible Foam Repair, part number TA-4 to the outer panel-to-inner panel wheel opening joint.
Finishing & Painting - Procedures Based on Resistance Welding
FINISHING AND PAINTING - PROCEDURES BASED ON RESISTANCE WELDING
CAUTION:
The first 3 steps must be performed in a well-ventilated room. All painting must be performed in a properly maintained paint booth.
1.
Clean all surfaces with wax and grease remover.
2.
Prime any bare metal with Motorcraft Low Temperature Anti-Corrosion Coating part number PM-12-A. Apply 2-3 coats letting it flash between
coats for ten (10) minutes.
3.
Finish any cosmetic section seams with seam sealer.
4.
Mix and apply the primer surfacer per manufacturer's instructions.
5.
Mix and apply the basecoat material per manufacturer's instructions.
6.
Mix and apply the clearcoat material per manufacturer's instructions.
7.
Bake following product guidelines.
8.
Apply a new decal, if applicable. Proceed to Pickup Bed Installation.
Alternate Welding Procedure If STRSW Is Not Available
ALTERNATE WELDING PROCEDURE IF STRSW IS NOT AVAILABLE
VEHICLE AND OUTER PANEL PREPARATION FOR MIG WELDING