
F 150 2WD Pickup V8-5.4L SOHC VIN 5 (2004)
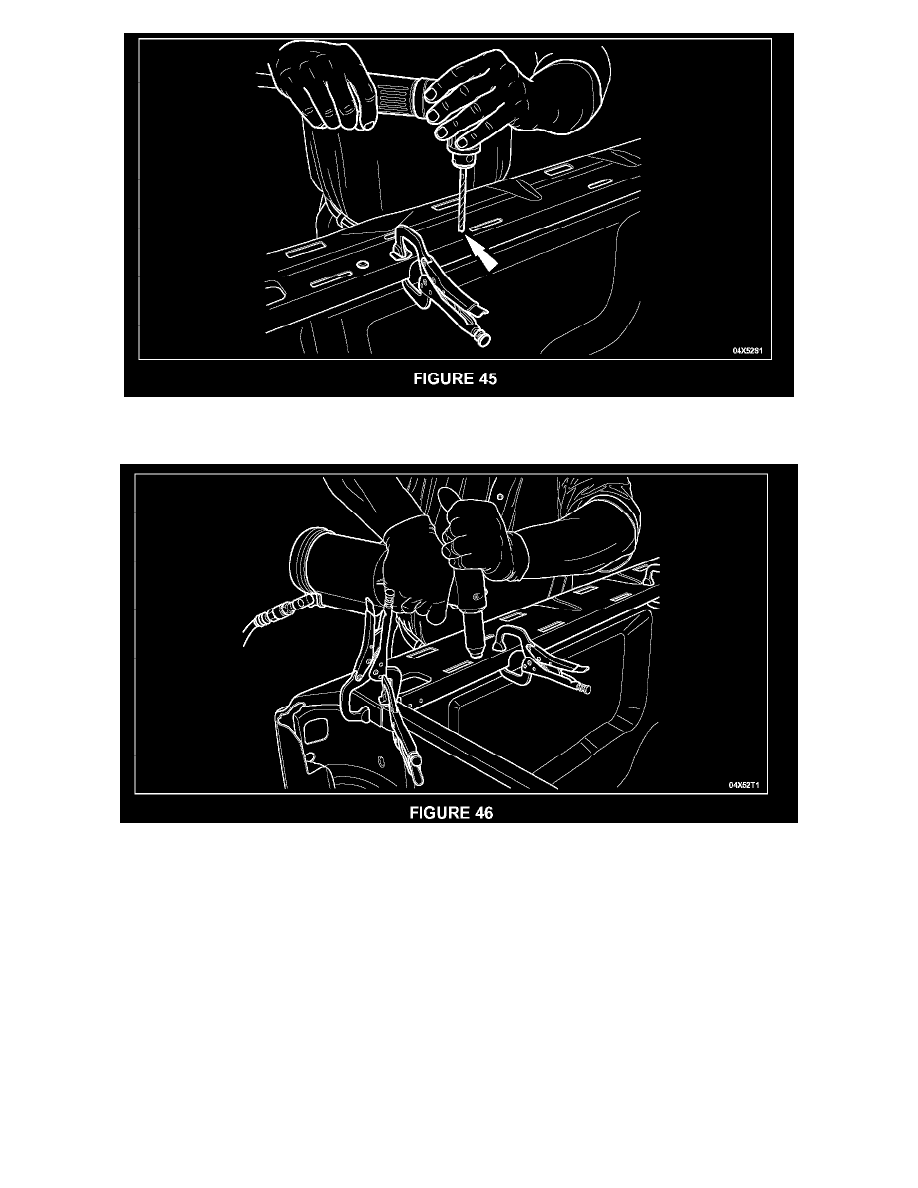
10. Using a 5 mm ( 3/16 inch) bit, drill through the top rail in the new panel and the inner panel in the locations marked indicating the original spot
welds. See Figure 45.
11.
Using locally procured rivets (3/16" x .440 oval head blind steel rivet), rivet the new panel in place along the upper rail. See Figure 46.
12.
NOTE: Welding can be performed anytime while the adhesive cures, or after the adhesive is fully cured.
NOTE:
If welding will not be performed immediately, allow the adhesive to cure for 1-1/2 to 2 hours at 21 °C (70°F) before removing the clamps prior
to welding. Otherwise, the clamps may be removed immediately after welding.
Wipe any excess adhesive where possible before it cures.
13.
Weld the new panel in place, maintain original spot weld spacing. Welds should be placed as close as possible to the original welds, BUT NOT
DIRECTLY OVER AN ORIGINAL SPOT WELD.