| Removal and Installation Removal NOTE: Measurement and alignment angle system | | -
-
Fender Apron Panel Reinforcement Refer to: Fender Apron Panel Reinforcement (501-27 Front End Sheet Metal Repairs, Removal and Installation). | | | -
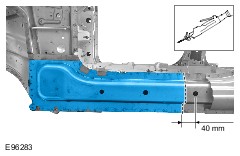
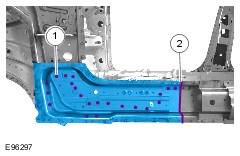
- Due to the locations of inner reinforcements and NVH elements, it is very important that the dimensions quoted for the separating cuts on the outer A-pillar and on the rocker panel are accurately met.
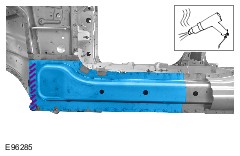
- Panel thickness partly 3 mm and graeter.
| Installation - Before resistance spot welding of body panels with a total panel thickness of 3 mm and greater, the welding equipment instructions contained in sub-section 501-25 must be followed.
Refer to: Tools and Equipment for Body Repairs (501-25 Body Repairs - General Information, Description and Operation).
- Sealer or adhesive must not be applied in welding zones. Areas which were bonded or sealed needs to be thoroughly sealed afterwards.
| | -
-
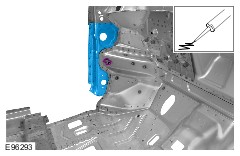
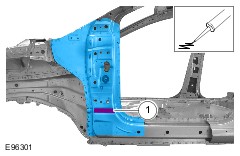
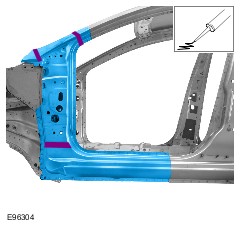
WARNING: The A-pillar reinforcement is covered with a hot-dip aluminized coating on its entire surface. This coating needs to be fully ground off on the MIG welding flanges on the front using a fibre grinding disc. Any contamination due to parts of the coating in the welding bath will weaken the welded joint. A-Pillar reinforcement | | | -
-
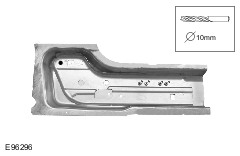
NOTE: Only tack-weld the rocker panel reinforcement at the top and bottom. The final welded joint is made when the rocker panel is installed. | | |