| Removal and Installation Removal NOTE: Measurement and alignment angle system - A suitably powerful resistance spot welding device with inverter technology should be used for this repair. Observe the manufacturer's welding equipment instructions and sub-section 501-25.
- The welded joints at the front and rear door apertures must only be made by resistance spot welding. MIG puddle welding is not a permissible alternative.
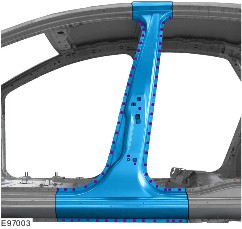
- The B-pillar reinforcement is made of high-strength steel plate (Usibor 1500).
- A partial replacement of the B-pillar reinforcement is not permissible. The required continuous MIG weld seam in the area of the cut causes structural changes which result in significant loss of strength in the B-pillar reinforcement.
- Due to its strength, the B-pillar reinforcement cannot always be worked on with conventional body tools.
- Additional preparations are required for MIG puddle welding.
| | -
-
Rear Seat Refer to: Rear Seat Cushion (501-10 Seating, Removal and Installation). Refer to: Rear Seat Backrest (501-10 Seating, Removal and Installation). | | | -
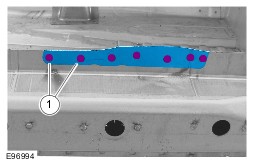
NOTE:Due to the inner reinforcements and NVH elements, the specified dimensions for the cuts to be made in the B-pillar and rocker panel area must be complied with. | | | -
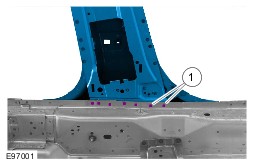
NOTE:Due to the inner reinforcements and NVH elements, the specified dimensions for the cuts to be made in the B-pillar and roof rail area must be complied with. | Installation NOTE: Before resistance spot welding of body panels with a total panel thickness of 3 mm and greater, the manufacturer's welding equipment instructions and sub-section 501-25 must be followed.
Refer to: Tools and Equipment for Body Repairs (501-25 Body Repairs - General Information, Description and Operation).
| | -
-
WARNING:The B-pillar reinforcement is covered with a hot-dip aluminized coating on its entire surface. This coating needs to be fully ground off on the MIG welding flanges on the front and rear using a fibre grinding disc. Any contamination due to parts of the coating in the welding bath will weaken the welded joint. Clean the contact areas. | | | -
-
WARNING:The A-pillar reinforcement is covered with a hot-dip aluminized coating on its entire surface. This coating needs to be fully ground off on the MIG welding flanges on the front using a fibre grinding disc. Any contamination due to parts of the coating in the welding bath will weaken the welded joint. Clean the contact areas. | | |