
Suburban 3/4 Ton 4WD V8-305 5.0L (1986)
backlash adjustment. Final preload is not added until backlash has been adjusted.
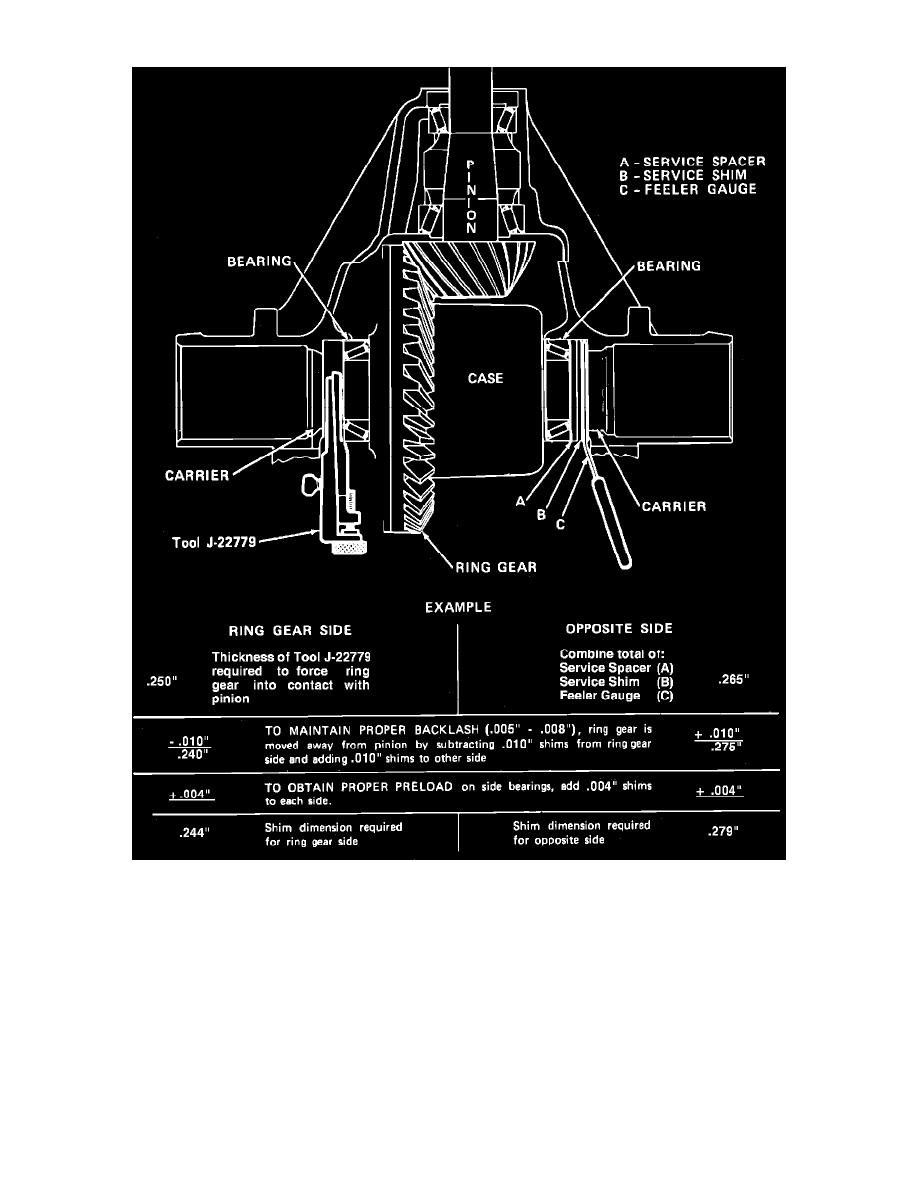
Fig. 15 Side bearing preload adjustment. Models w/8-1/2 & 8-7/8 inch ring gear
MODELS W/8-1/2 & 8-7/8 INCH RING GEAR
This procedure is performed after pinion assembly has been installed, and requires use of gauging tool J-22779 or equivalent. If gauging tool
is not available, side bearing shim thicknesses can be determined by using procedure for 7-1/2 inch ring gears.
1.
Ensure that bearing bores and caps are clean and free of burrs.
2.
Lightly lubricate differential case bearings, install outer races on proper bearings, install differential in housing and support to prevent falling.
3.
Install retaining strap J-22779-6 over left bearing cap, secure strap with cap bolts and evenly tighten bolts to obtain snug fit.
4.
With ring gear tight against pinion (zero to .001 inch backlash), insert gauging tool J-22779 between left bearing race and housing, Fig. 15.
5.
While oscillating tool, turn adjusting nut clockwise to force ring gear toward pinion until noticeable drag on tool can be felt, then tighten lock bolt
on side of tool.
6.
Insert a .170 inch service spacer between right bearing cap and housing, then select and install service shim that will easily slip between spacer and
housing. Do not reuse cast iron production shims as they may crack during installation. If service spacers and shims were previously
installed, they can be reused.
7.
Insert progressively thicker feeler gauges between housing and service shim until slight drag can be felt when inserting gauge. Thickness of feeler
gauge used to produce slight drag will be dimension C used in Fig. 15, to determine shim thickness.