
L322 Range Rover Service Procedures
PANEL REPAIRS
-16
PROCEDURES
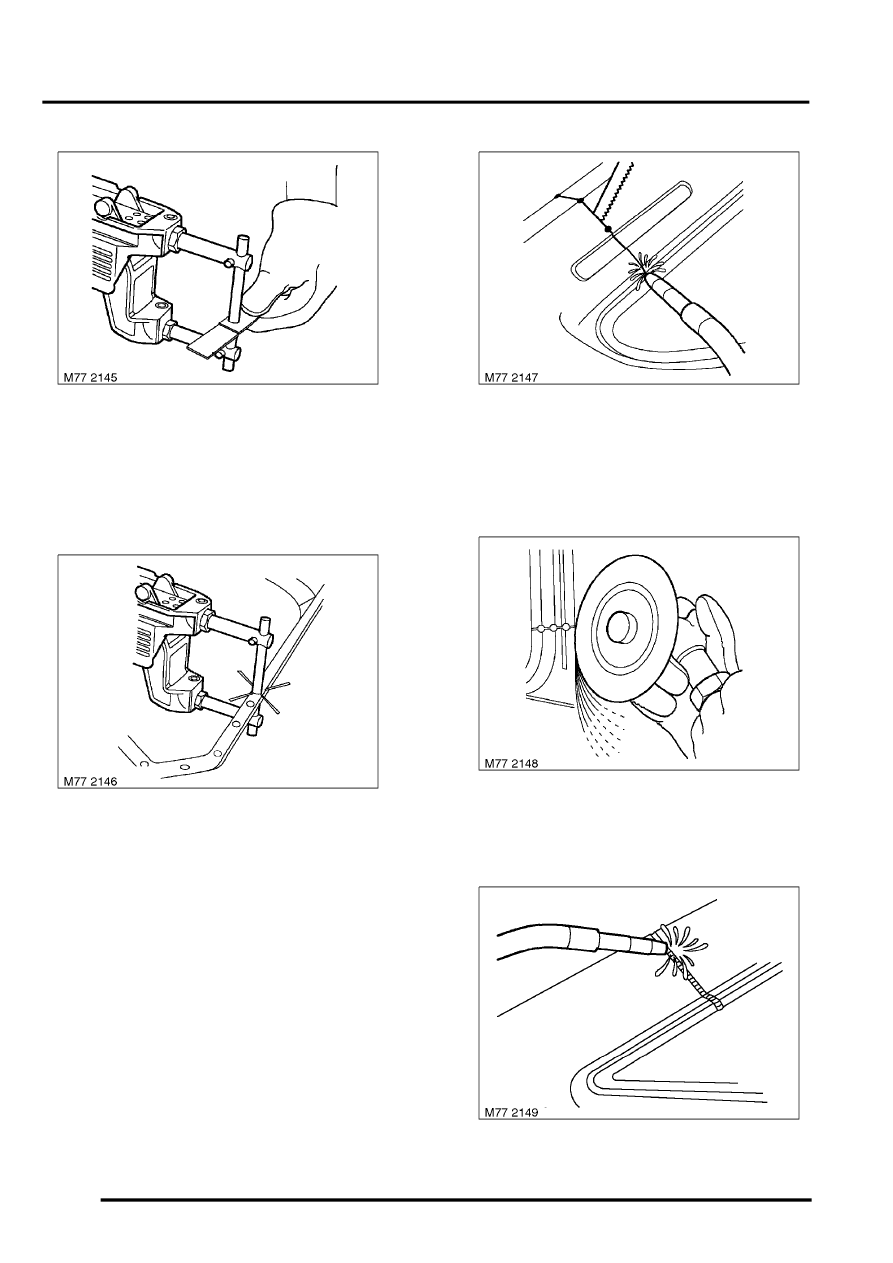
2. Fit resistance spot welding arms and test
equipment for satisfactory operation, using test
coupons. Where monitoring equipment is not
available, verify weld strength by checking that
metal around the weld puddle pulls apart under
tension during pulling.
3. Use a resistance spot welder where access
permits. Try to ensure weld quality by using a
welding monitor where possible.
4. MIG tack weld butt joints and re-check
alignment and panel contours where
necessary. Ensure that a gap is maintained to
minimise welding distortion, by inserting a
hacksaw blade as an approximate guide.
5. Dress MIG tack welds using a sander with 36
grit disc, or a belt-type sander where access is
limited.