
SW1 L4-1.9L SOHC VIN 8 (1996)
1. Put connector seal (if equipped) on wire and strip approximately 9.5 mm (3/8 in.) of insulation off the wire.
2. Remove insulation from the end of the cut lead and the harness. Recommended strip length is 9.5 mm (3/8 in.). Caution must be used to prevent
cutting the wire strands.
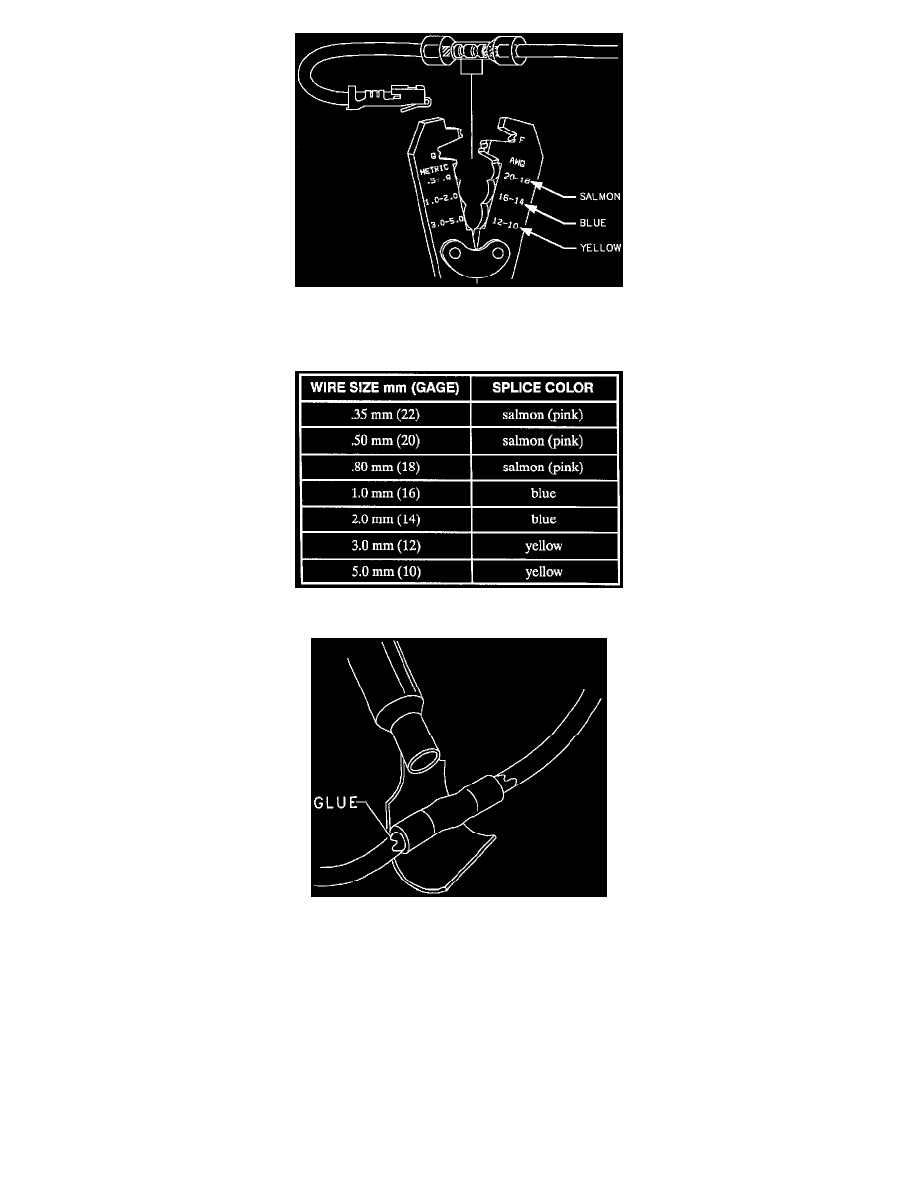
3. Determine proper sleeve for gage of wire.
4. Position stripped ends in sleeve until wires hit the stop in the center of the splice.
5. Hand crimp using the approved crimping tool. Gently tug on wires to make sure they are secure before applying heat to them.
CAUTION: Do not use match or open flame to apply heat to seal.
6. Apply heat using Ultratorch or some other device, heating to 175 °C (347 °F) until glue flows around edge of sleeve.
7. Check for continuity.
8. Insert the terminal into the connector. Check to make sure the terminal lock tab is engaged by gently tugging on the wire.
9. Replace any terminal position assurance (TPA) devices.
IMPORTANT: The salmon splice can be used on the 0.35 (22 gage) wire if the following additional steps are taken:
10. Remove 19 mm (3/4 in.) of insulation.
11. Bend the stripped portion in half to double the thickness.