
SW1 L4-1.9L SOHC VIN 8 (1996)
7.
Position the tool bit holder onto the boring bar. Make sure the tool bit holder is flush in boring bar slot. The slot must be clean to ensure correct
slot angle. Tighten the square head screw(s).
IMPORTANT: For Accu-turn (TM) lathes:
replace the short right hand tool holder in the boring bar with the left hand tool holder from the twin cutter.
8.
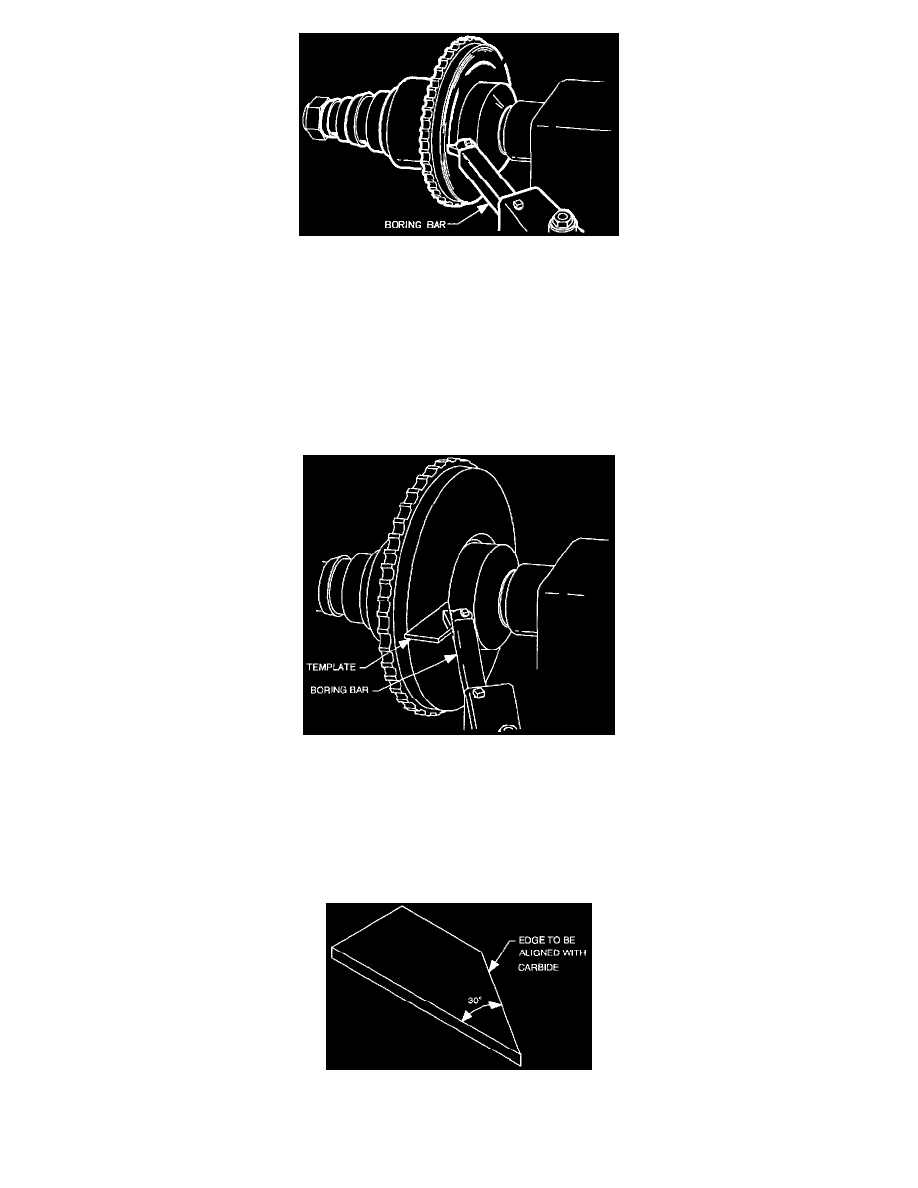
Position the boring bar by loosening the boring bar clamp nut and sliding the boring bar inward toward the flywheel until the cutting tip is close to
the measured mark.
9.
Cheek the boring bar cutting tip for excessive wear or damage and replace if necessary. Always use a cutting tip recommended by the lathe's
manufacturer.
10.
Angle the cutting tip so that it is approximately 30 degrees to the flywheel. To aid in this procedure, use a protractor to cut out a template similar
to the one shown and align it to the carbide tool bit.
a.
Adjust the arbor and boring bar so that the carbide bit contacts the inside edge of the flywheel.
b.
Position the carbide bit over the inside edge of the flywheel so that the edge will contact the bit in the middle of its leading side.
c.
Adjust the bit so that it is positioned 30 degrees to the flywheel.
11.
To achieve the best cutting position, the entire boring bar clamp may be swiveled. To optimize lathe performance, minimize the boring bar length
while still being able to reach the flywheel.