
SW1 L4-1.9L SOHC VIN 8 (1996)
12.
Tighten the stud nut.
Torque: 34 Nm (25 ft-lbs)
13.
Start the lathe.
IMPORTANT:
Auto feed functions must not be used for this procedure.
14.
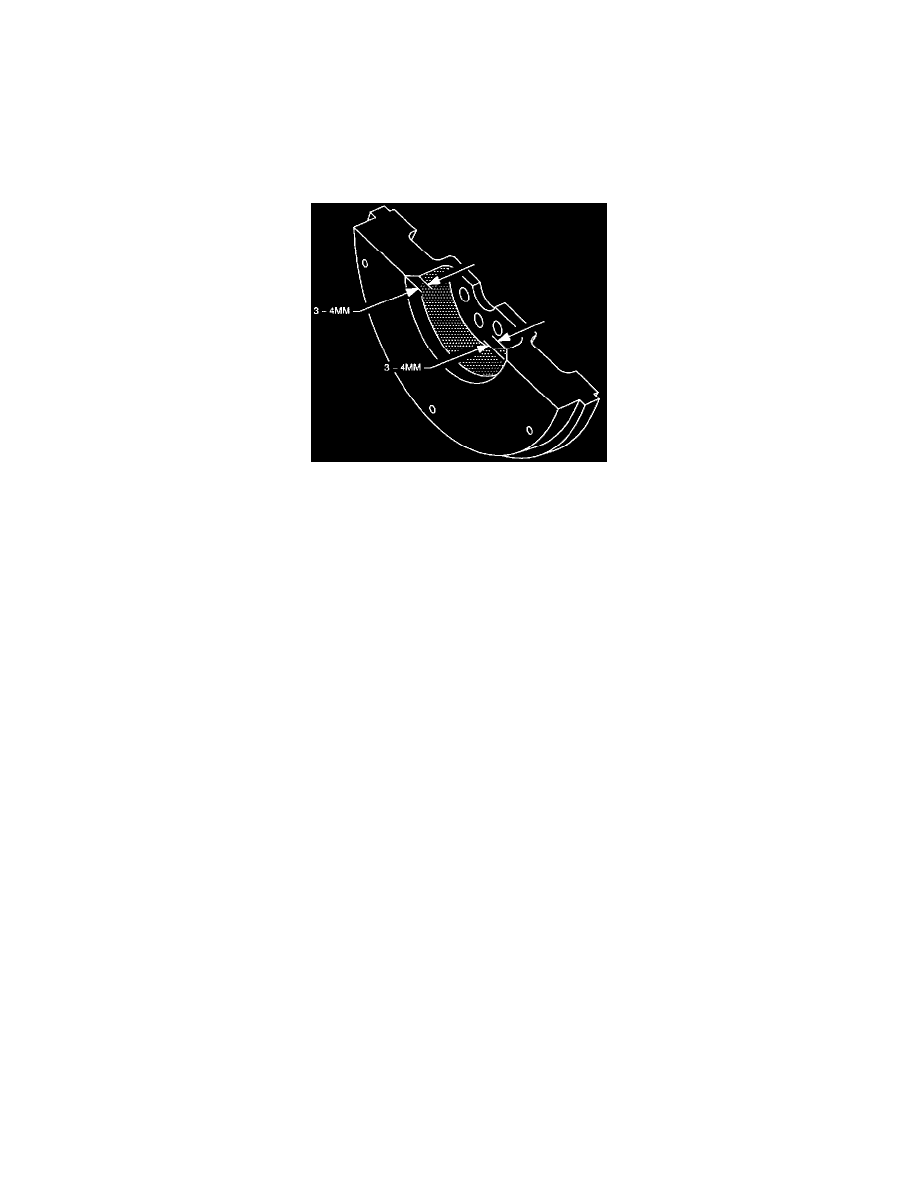
Remove necessary metal from flywheel:
^
Total depth of cut should be 3-4 mm (0.12-0.16 in.).
For Ammco(R) lathes:
^
Turning the spindle handwheel to the right increases depth of cut.
^
Turning the cross feed handwheel outward moves the tooling across the flywheel.
For Accu-turn lathes:
^
Turning the drum feed handwheel clockwise increases depth of cut.
^
Turning the rotor feed handwheel counter-clockwise moves the tooling across the flywheel.
Inspection After Flywheel Chamfering
Surface Finish
The surface of the inside edge of the flywheel after the chamfer is cut will likely be of lesser quality than the flywheel face. The chamfer may include
slight signs of chatter marks. This is an acceptable finish since this chamfer is only intended to provide clearance for the clutch disc and not for a
frictional surface finish.
Surface Regularity
The face of the chamfered surface may vary slightly in thickness. This is acceptable if the depth of the chamfer is within the 3-4 mm (0.12-0.16 in.) range
as specified in the above procedure.