| t
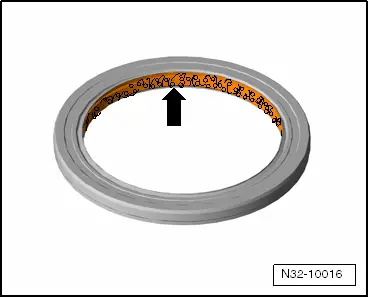
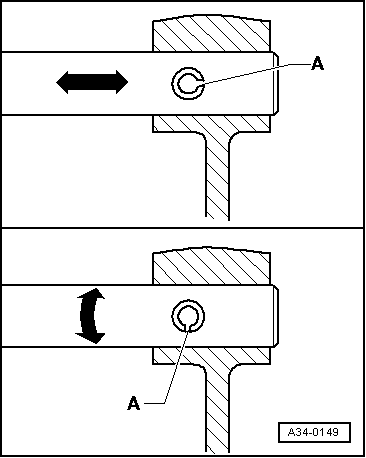
| Replace the support sleeves. Fitting position: the groove-A- must remain parallel to the direction of the flow of pressure -arrow-. |
| t
| Loosen and tighten securing bolts and nuts for covers and housings diagonally. |
| t
| Especially delicate parts, such as clutch pressure plates, must not be distorted. Loosen and tighten bolts and nuts in stages in diagonal sequence. |
| t
| Specified torques given are for unlubricated nuts, bolts and screws. |
| t
| Always renew self-locking nuts and bolts. |
| t
| Ensure with threaded connections that contact surfaces as well as nuts and bolts are rewaxed only after assembly, if necessary. |
| t
| Use thread tap to remove remains of locking fluid from all threaded holes in which self-locking bolts are to be screwed. Otherwise there is a danger of the bolts shearing off the next time they are removed. |
| t
| Check pitch of thread, to ensure correct thread chaser is used to clean threads and to ensure the threads are not damaged. |
| t
| Lubricate all bearings with gear oil before installing. |
| t
| Use inductive heater -VAS 6414- to heat the inner races of the conical roller bearings to approx. 100°C before installing. Engage to stop without allowing axial clearance. |
| t
| Do not interchange the outer and inner ring of a conical roller bearing with those of another with the same size. The bearings come in matched pairs. |
| t
| Conical roller bearings fitted into one same shaft must be replaced together. They must have the same manufacturer. |
| t
| Install needle bearings, ball sleeves and roller sleeves with lettered side (thicker metal) towards fitting tool. |
|
|
|