
Leon Mk1
|
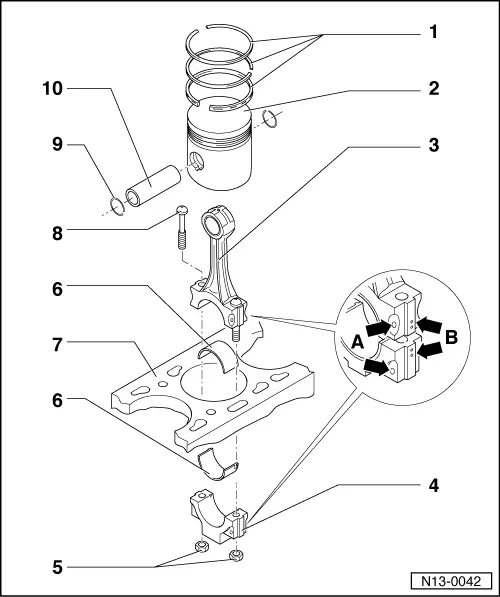
Dismantling and assembling pistons and conrods
Dismantling and assembling pistons and conrods
|
 |
|
|
|
|
|
|
|
|
|
 |
|||||||||||||||||
|
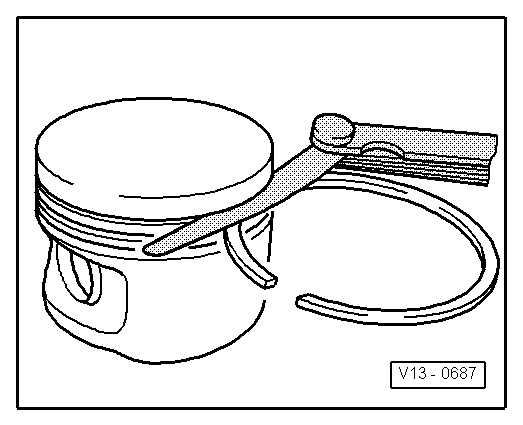
→ Fig. 2 Checking ring to groove clearance Special tools, workshop equipment, testers, measuring instruments and auxiliary items required
Test sequence Clean groove before check.
| |||||||||||||||||
 |
|
|
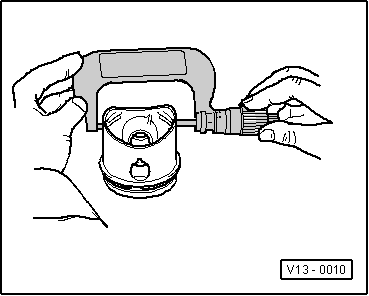
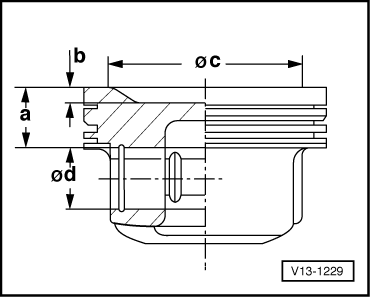
→ Fig. 3 Checking piston Special tools, workshop equipment, testers, measuring instruments and auxiliary items required
Test sequence Measure pistons approx. 10 mm from the lower edge of skirt, at 90 ° to the piston pin axis. Deviation from nominal dimension |
 |
||||||||||||||||
|
→ Fig. 4 Piston characteristics
When repairing an engine only pistons and piston rings of the same type and pistons with the same weight class may be installed. | ||||||||||||||||
 |
|
|
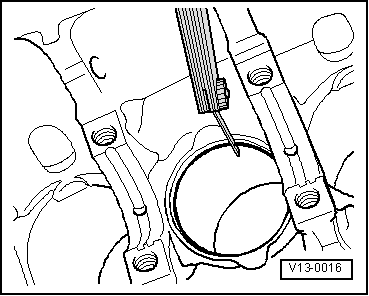
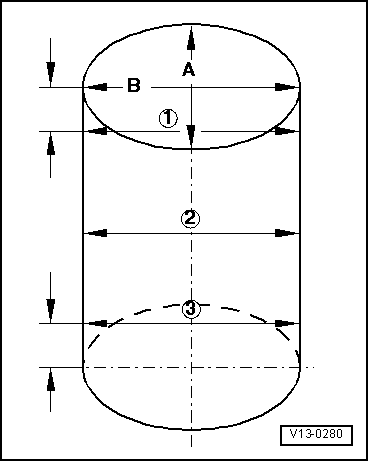
→ Fig. 5 Checking cylinder bores Special tools, workshop equipment, testers, measuring instruments and auxiliary items required
Note: Measuring the cylinder bores must not be done when the cylinder block is mounted on a repair stand with adapter bracket VW 540, as incorrect measurements would then be possible. |