
Esteem L4-1590cc 1.6L SOHC 0 MFI 16V (1995)
CYLINDER BLOCK
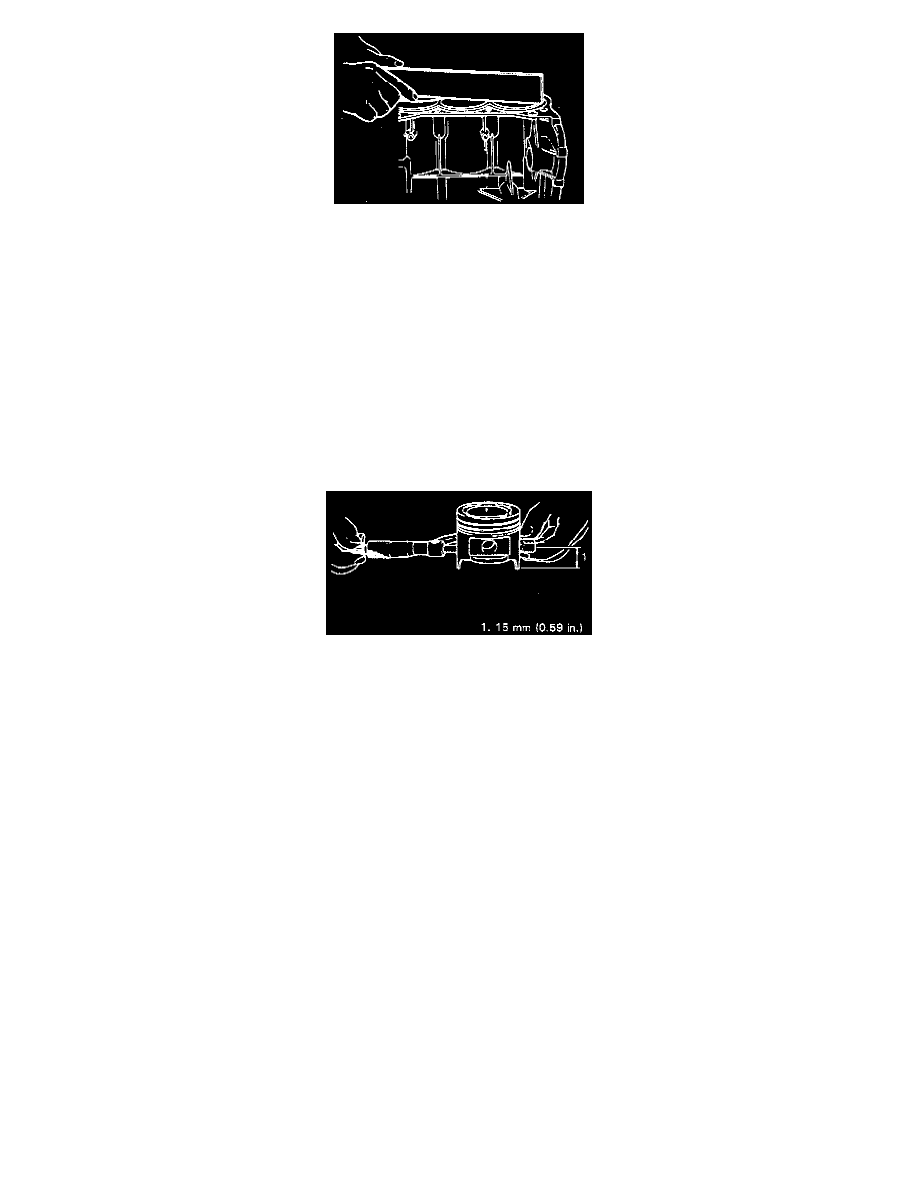
Distortion Of Gasketed Surface
Using straightedge and thickness gauge, check gasketed surface for distortion and, if flatness exceeds its limit, correct it.
Flatness
Standard: 0.03 mm (0.0012 inch)
Limit: 0.06 mm (0.0024 inch)
Honing Or Reboring Cylinders
1. When any cylinder needs reboring, all other cylinders must also be rebored at the same time.
2. Select oversized piston according to amount of cylinder wear.
Piston Diameter
O/S 0.25: 75.220 - 75.230 mm (2.9614 - 2.9618 inch)
O/S 0.50: 75.470 - 75.480 mm (2.9712-2.971 inch)
3. Using micrometer, measure piston diameter.
4. Calculate cylinder bore diameter to be rebored.
D = A + B - C
D: Cylinder bore diameter to be rebored.
A: Piston diameter as measured.
B: Piston clearance = 0.02 - 0.04 mm (0.0008 - 0.0015 inch)
C: Allowance for honing = 0.02 mm (0.0008 inch)
5. Rebore and hone cylinder to calculated dimension.
NOTE: Before reboring, install all main bearing caps in place and tighten to specification to avoid distortion of bearing bores.
6. Measure piston clearance after honing.