|
Body Repair Using Adhesion and Welding
"Adhesion" is understood to be the joining of identical or
different materials by means of an inorganic or organic compound at
room temperature or with moderate heating. The practical
application of the adhesion method is limited to self-supporting
parts of the body (outer panelling of doors, outer rear quarter
panels). This application must not be used for load-bearing parts,
e.g. frames, members.
The costs of repair and maintenance of a vehicle have a great
influence on its appeal to the customer and therefore contribute to
its competitiveness.
Therefore, it is obvious that cost development must be
constantly supervised, and that work methods that reduce costs be
developed.
The adhesion method developed by Opel and geared to the
requirements of body repair is the logical consequence of
developing and successfully applying to the automotive field modern
techniques that have proven useful and economical in other fields
of industry, such as aviation design.
The corrosion protection adhesive sealing system is available
from Aftersales.
The new product involves the known 2-component adhesive, used
previously when replacing the outer panelling (doors). The
description of processing the 2-component structural adhesive with
the Betagun have been replaced by a new generation of adhesive and
processing using cartridges, battery-powered guns which can be
regulated and compressed air guns. You will find more detailed
information in the video VT 54 and the DVT for the video.
|
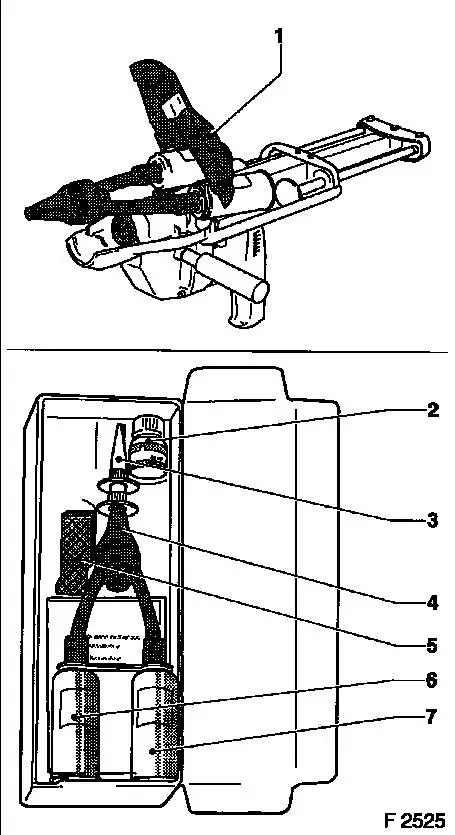
The adhesive is applied using the familiar BETAGUN 2000 (1).
The applicator ensures 100% mixture of both adhesive
components.
Contents of Adhesive Set
|
2
|
Activator
|
|
|
|
|
3
|
Two nozzles
|
|
|
|
|
4
|
Mixing head
|
|
|
|
|
5
|
Cleaning cloth
|
|
|
|
|
6
|
Cartridge, adhesive component A – 125 ml
|
|
|
|
|
7
|
Cartridge, adhesive component B – 125 ml
|
|
|
General
|
In production plants the door outer panelling and the door inner
panelling as well as the outside and inside rear quarter panels in
the wheel housing area, fuel filler port and rear lamp insert are
assembled additionally with putty adhesive and partially reduced
spot welding. The remaining flanges will continue to be machined as
before.
Door outer panelling.
|
|
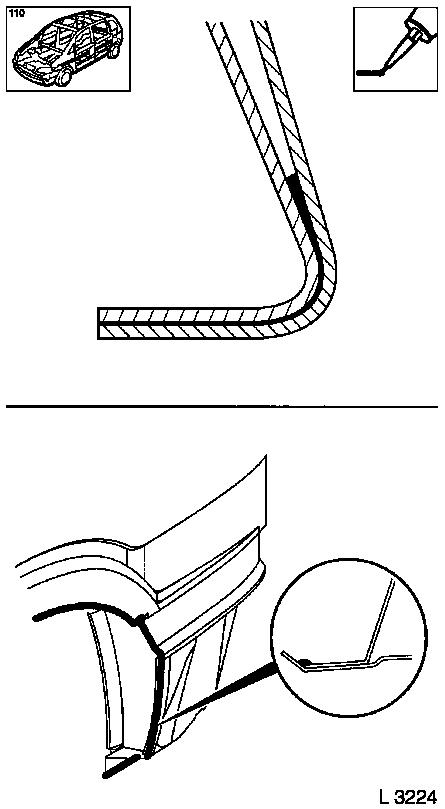
Body Sides / Partial Replacement of Outside Rear Quarter
Panel.
Description of operation and application:
- Observe work safety regulations (see parts and product
characteristics)
|
- Remove attaching parts and rear quarter panel
|
- Remove adhesive residue from inner rear quarter panel and
flange down to bare metal.
|
|
|
Note: The adhesive in
the area of the separation points / edge welds must be protected
against burning by applying heat barrier paste to the adjoining
sheet metal parts.
|
Note:
|
- Never apply weld paint to bright-finished adhesive
flanges.
|
- Flange down adhesive surface of new part only in spot-weld area
(including zinc-plated sheet metal parts)
|
- Fit new part in, note separation lines.
|
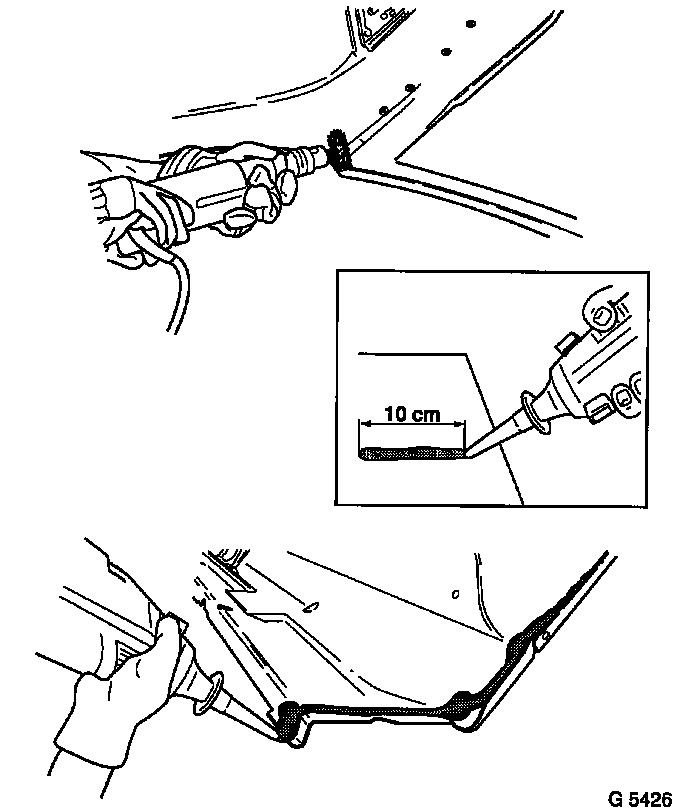
- Activate adhesive surfaces (new primed part) with activator
from adhesive kit, insert adhesive cartridges from adhesive kit in
BETAGUN 2000, apply 10 cm test bead (on cardboard).
|
- Trim cartridge nozzle (circular nozzle) to 4 mm diameter.
|
- Quickly apply adhesive bead, install new part
|
|
|
|
