Replacement of Parts of the Outer Skin/Doors, Tailgates and
Luggage Compartment Lids, and Hoods with Folded Edges
Special Tools
| • |
BO-6392
Flanging Tool Kit |
| • |
BO-6392-1
Flanging Tool Kit |
| • |
BO-6392-2
Flanging Tool Kit |
| • |
BO-6392-4
Flanging Tool Kit |
Removal
As a matter of principle, it is necessary to remove the
component, on which the outer skin is to be replaced, from the
vehicle and to remove any attaching parts present (on rear end
doors this includes windows attached with adhesive).
Outer skins are normally partially replaced (upper or lower
half) A dividing point is provided for this in the area of the
window line.
Adhesive bonds between the outer skin and the inner frame are
cut with flat scrapers or glass removal tools.
Spot welds are drilled out in the conventional way.
Two possibilities are available for the removal of outer skins
with folded edges:
Method
|
Tool
|
Area of Application
|
Chiselling off
|
Folded edge toolkit BO-6392
|
On straight or slightly curved folded joints
|
Grinding through
|
Grinding disc
|
On straight and angled folded joints
|
|
| |
Procedure with BO-6392
Two chisels are included in the folded edge toolkit for use from
both sides
The chisels BO-6392-1 flanging tool kit and
BO-6392-2 flanging tool kit should only be used
manually as a matter of principle and not in a compressed air
chisel.
It is necessary to remove the seam sealant to reach the raised
seam more effectively.
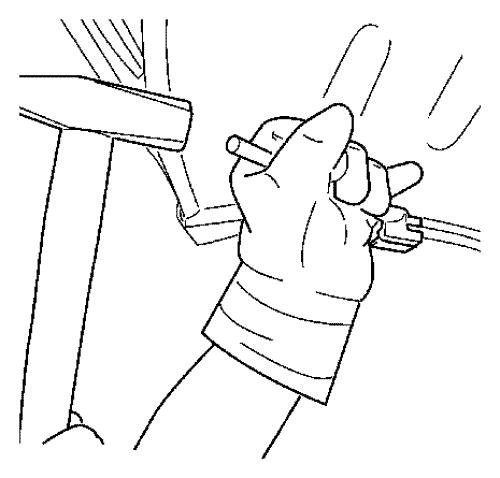
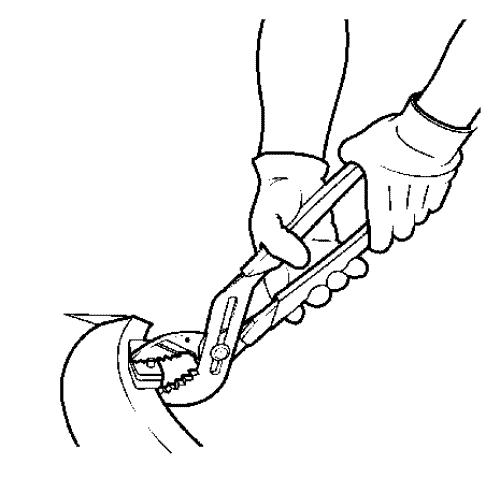
The blade of the BO-6392-1 flanging tool kit (or
BO-6392-2 flanging tool kit ) is pressed under the
flanged folded joint with a suitable hammer. The outer plastic jaw
serves as a guide and should be run along the outside on the edge
of the component.
The blade opens the folded edge joint if the user hammers evenly
on the handle of the chisel.
The opened edge can then be opened up completely with a pair of
pliers and the outer skin removed from the frame.
Procedure with Grinding Disc
Use an angle grinder with a grinding or toothed grinding
disc.
Note: Do not damage the
sheet metal lying in the folded edge joint.
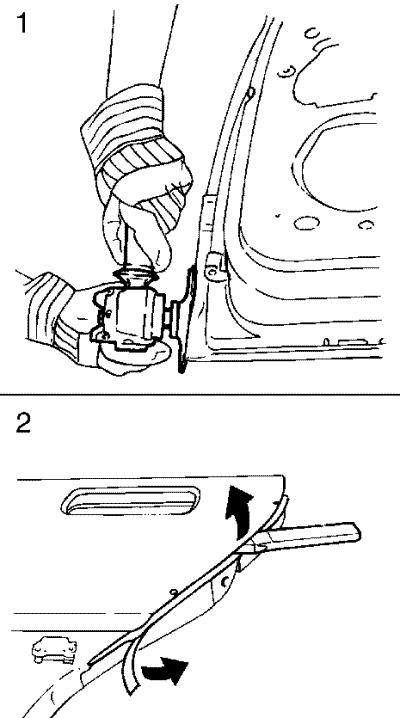
Cut through edge of component slowly and carefully applying a
low level of pressure evenly (1).
A sufficient cutting depth has been reached when individual
layers of sheet metal become visible on the cut open edge.
Cut the individual layers of sheet metal with a flat chisel and
remove from the framework (2).
Installation
Remove residual sealant from panel frame. Grind welding flanges
on panel frame and new part down to bright metal. Cut down beads of
adhesive from inner framework to outer skin. Straighten panel frame
if necessary. Grind residues of spot welds smooth. If necessary,
work in dividing point between new part and outer skin.
Applying 1-Component Glass Adhesive
Clean surfaces of new component to be bonded using the cleaning
material from the kit, apply primer and allow to air dry.
Apply 1-component glass adhesive to cut down beads of
adhesive
Applying 2-Component Body Structural Adhesive (93 160 535/15 05
000)
Clean the flanges to be bonded on the new component and the
frame with the cleaning material from the kit.
Note: Only use the adhesive
cartridge in a suitable cartridge gun.
Lay a test bead (approx. 20 cm long), until the adhesive is
evenly mixed through.
Note: Leave at least 40 mm
free in adhesive zones within the connection area of any MIG-brazed
seams which may be present.
Apply a bead of adhesive around the circumference of folded edge
joint and welding flanges.
Aligning the New Outer Skin Component
Lay new part on frame and align. Fix, e.g. with locking pliers.
Fit component on vehicle and align outer skin. Then remove
component from vehicle again.
Note: To prevent
indentations, place an underlay between the locking pliers and the
new outer skin component.
Several possibilities exist for making the folded edge joint on
the new outer skin.
Method
|
Tool
|
Area of application
|
Pre-prepare the folded edge seam
|
Hammer-headed chisel BO-6392-4
|
Straight, flat, slightly arched folded edge folded joint
|
Close fold
|
Folded joint pliers BO-6396
|
Only flat, unarched folded joints
|
Entire folded joint and align subsequently
|
Hammer and pad
|
All folded edge joints
|
|
| |
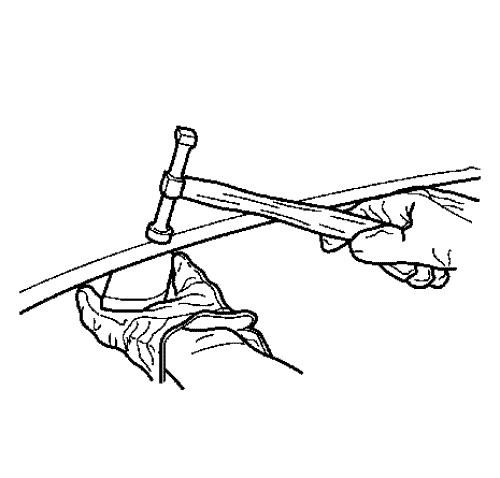
Pre-prepare Joint With Hammer-Headed Chisel BO-6392-4
Note: Do not tilt
hammer-headed chisel to avoid damage.
Position hammer-headed chisel BO-6392-4 flanging
tool kit and bend folded edge joint evenly around the circumference
within the working area provided by striking the handle with a
hammer.
Close Fold with Folded Joint Pliers BO-6396
Note: Do not tilt folded
joint pliers to avoid damage to the outer skin.
Position folded joint pliers BO-6396 bending
pliers with the inner working jaw on the outer skin. Close
partially bent folded edge joint by pressing closed with the folded
joint pliers completely and evenly around the edge.
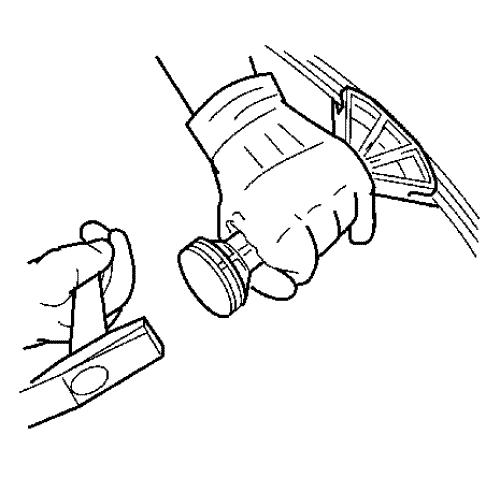
Course of Fold with Hammer and Pad
Pre-fold folded flange with a suitable hammer whilst
simultaneously counterholding with a pad or block.
Complete folding of folded flange around the circumference with
hammer and block.
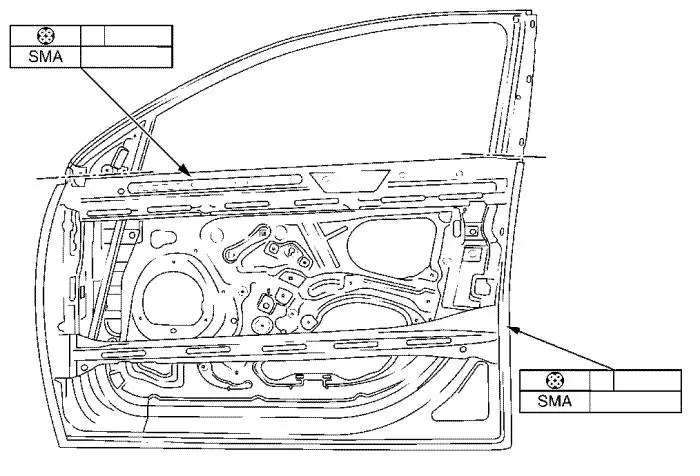
Resistance Spot Welding
Note: In the edge area, the
outer skin is only butt spot-welded from behind in some places
along the fold.
Position spot welds as on old part.
MIG-Brazing Butt Welds
MIG-braze joints when replacing tailgate outer skins and grind
down.
Aligning Folded Joint
Align and smooth flanged folded joint and outer skin with hammer
and block. If necessary, finish outer skin with body file to
produce a surface suitable for applying paint.
Sealing Folded Joint and Assembly
Paint on surface adhesive with a spatula or flat paintbrush as a
seam sealant and corrosion protection and allow to cure.
Prime folded joint
Note: Comply with
air-drying time for primer.
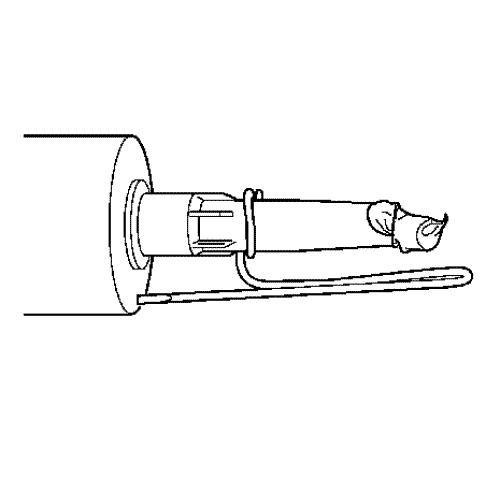
Apply body sealing compound around the circumference of the
folded edge. If necessary cut tip of cartridge to size and make a
spacer from wire to guide the cartridge tip along the edge of the
component and attach.
Note: Apply the seam
sealant as evenly as is undertaken in the works. Only brush in the
corner areas.
After completion of painting, fit attaching parts and apply
corrosion protection wax in the cavities.
|