
A3 Mk1
|
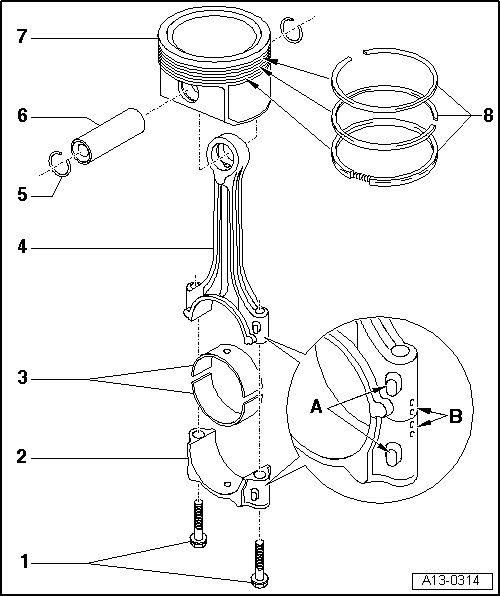
Dismantling and assembling pistons and conrods
Cracked-steel conrods
|
 |
|
|
Note: Oil spray jet and oil pressure relief valve => Fig. 13-85
|
|
|
|
|
|
|
|
|
 |
|||||||||||||
|
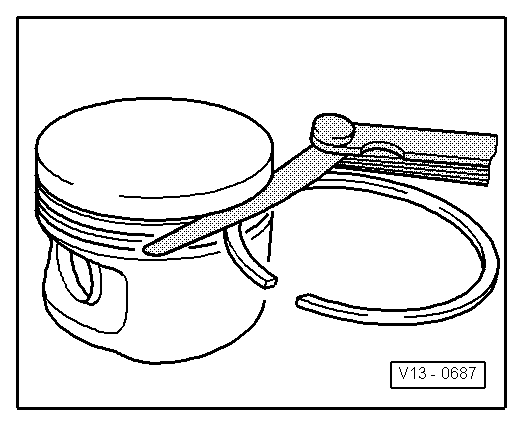
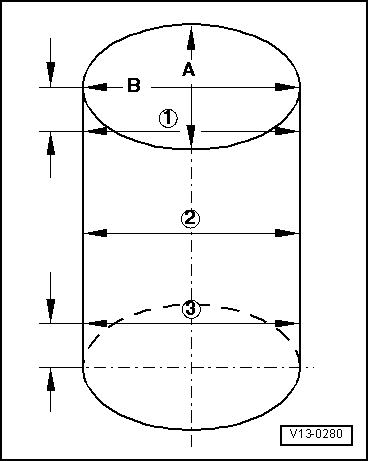
→ Fig. 2 Checking ring to groove clearance
|
 |
|
|
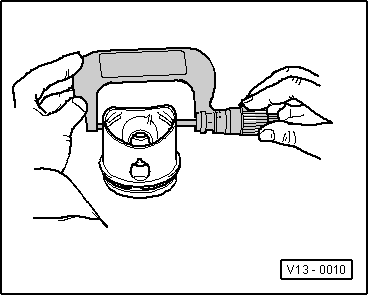
→ Fig. 3 Checking piston
|
 |
|
|
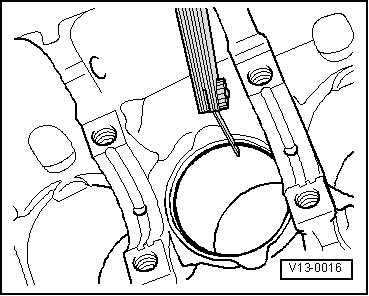
→ Fig. 4 Checking cylinder bores Special tools and workshop equipment required
|
 |
|
|
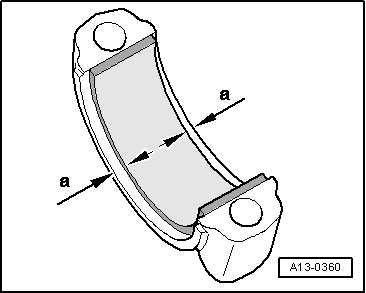
→ Fig.5 Bearing shell installation position with cracked-steel conrods
|
 |
|
|
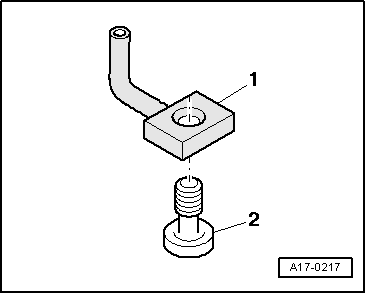
→ Fig.6 Oil spray jet and pressure relief valve
|