
A4 Mk1
|
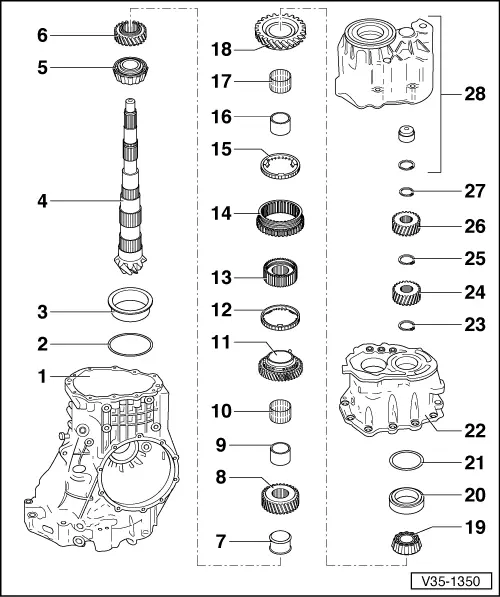
Dismantling and assembling drive pinion
Dismantling and assembling drive pinion
|
 |
|
|
Notes: |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
→ Fig.1 Pulling out outer race for large taper roller bearing
|
 |
|
|
→ Fig.2 Heating gearbox housing in order to fit taper roller bearing outer race
|
 |
|
|
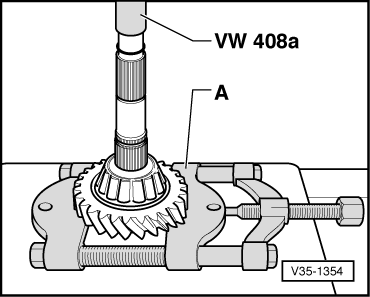
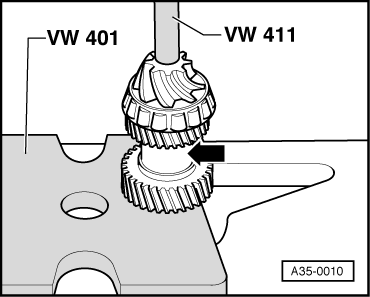
→ Fig.4 Pressing off inner race of small taper roller bearing for drive pinion together with 1st speed sliding gear
|
 |
|
|
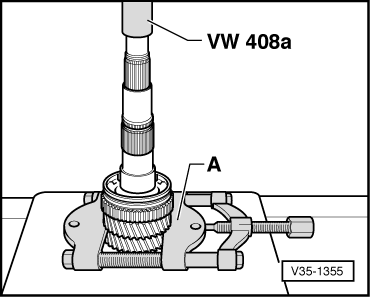
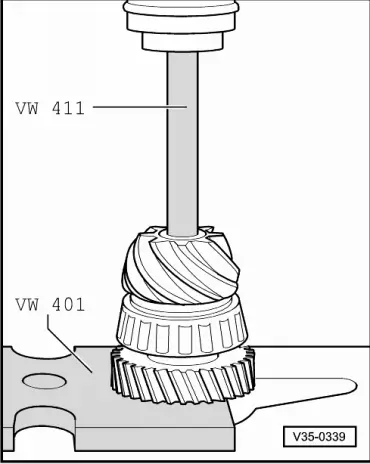
→ Fig.5 Pressing off 2nd speed sliding gear with locking collar/synchro-hub for 1st and 2nd speed gear and inner race for 1st speed sliding gear
|
 |
|
|
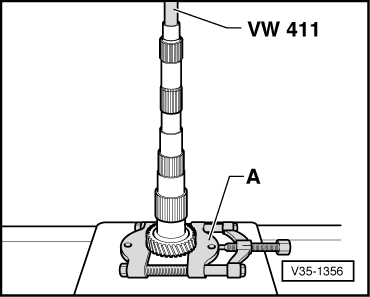
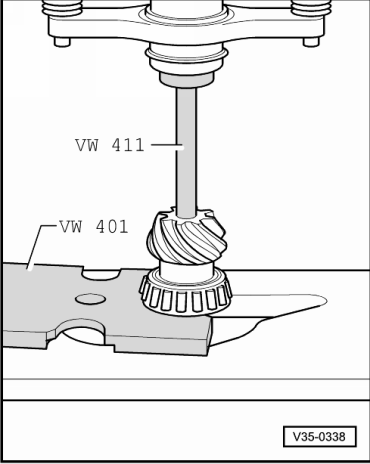
→ Fig.6 Pressing off 3rd speed gear together with inner race for 2nd speed sliding gear
|
 |
|
|
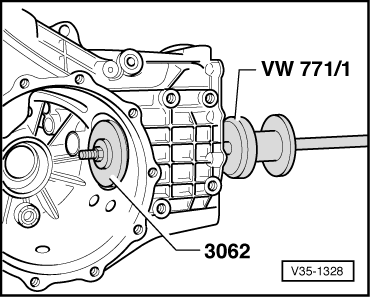
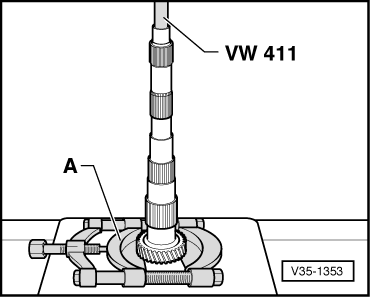
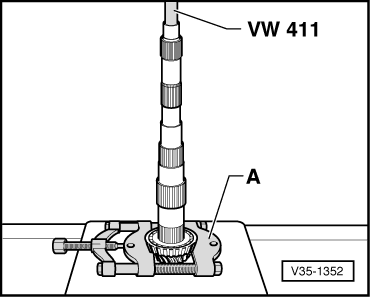
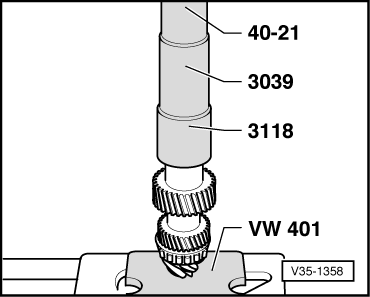
→ Fig.8 Pressing off inner race for large taper roller bearing
|
 |
|
|
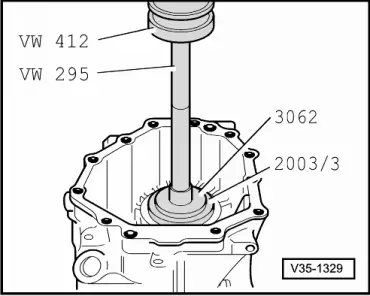
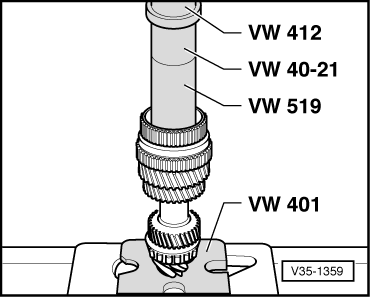
→ Fig.9 Pressing on inner race for large taper roller bearing
|
 |
|
|
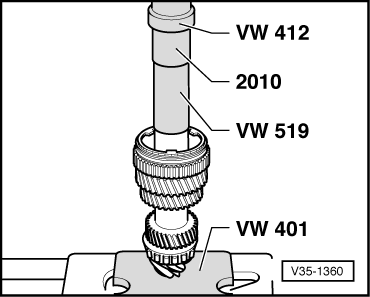
→ Fig.10 Pressing on 4th speed gear
|
 |
|
|
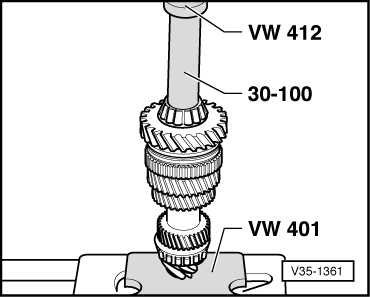
→ Fig.11 Pressing on 3rd speed gear
|
 |
|
|
→ Fig.12 Pressing on inner race for 2nd speed sliding gear
|
 |
|
|
→ Fig.14 Pressing on inner race for 1st speed sliding gear
|
 |
|
|
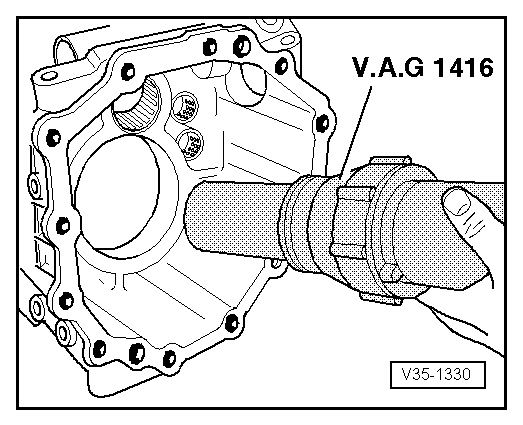
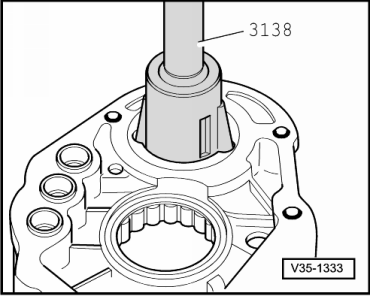
→ Fig.16 Driving out outer race for small taper roller bearing |
 |
|
|
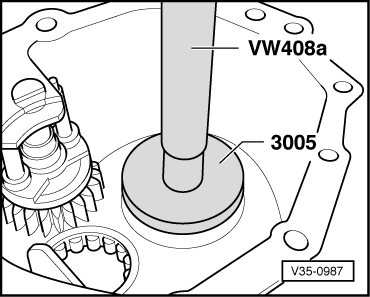
→ Fig.17 Pressing in outer race for small taper roller bearing
|