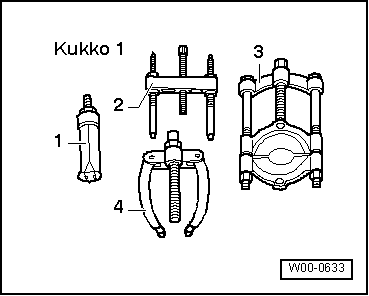
| A - | Splitter 22...115 mm, e.g. -Kukko 17/2- |

Note | t
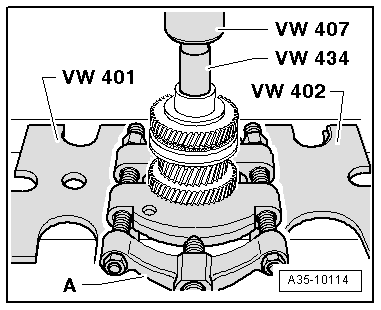
| The roller bearing will be damaged when it is pressed off and must therefore always be renewed. |
| t
| To press off the roller bearing, you can also break open the cage of the bearing using a screwdriver or similar and then apply the splitter to the inner race. |
| –
| Clean thread for bolt in input shaft to remove any remaining locking fluid. |
Note | t
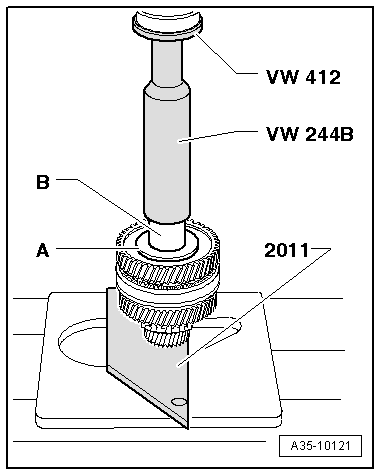
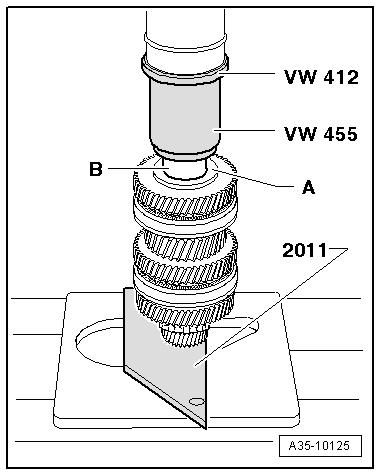
| Lubricate all needle bearings and synchro-rings with gear oil before fitting. |
| t
| Heat needle bearing inner races to 130 °C (max.) before pressing on (wear protective gloves). |
| t
| Heat synchronising hubs to 100 °C (max.) before pressing on (wear protective gloves). |
| t
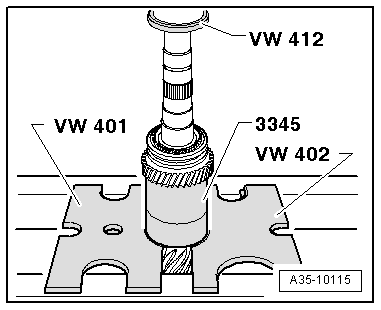
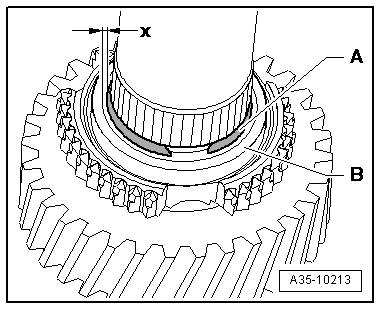
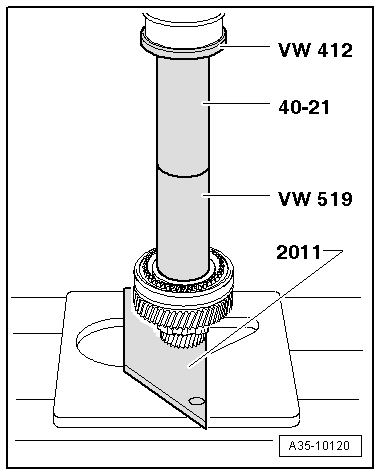
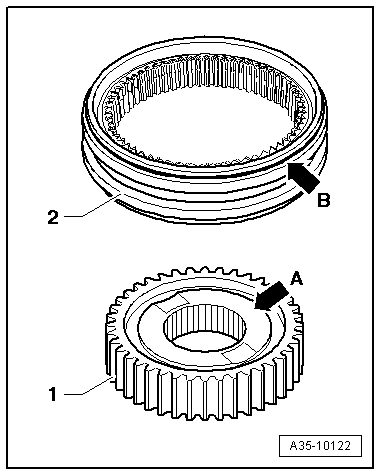
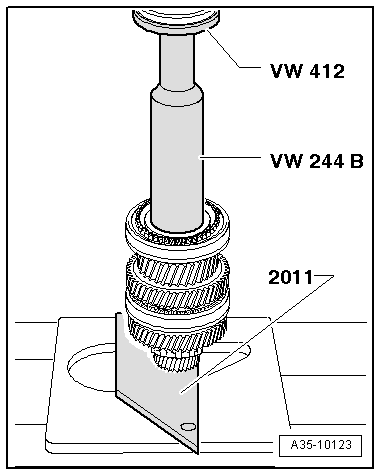
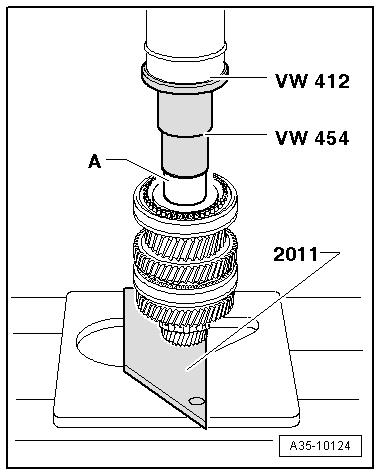
| Always press on roller bearing, needle bearing inner races and synchronising hubs as far as stop to make sure the axial clearance of the selector gears meets the specification. |
|
|
|