| Removal and Installation Name Specification Box corner Removal | | -
General notes - Necessary removal work: inner trim, rear lamp, rear door, bumper, bumper corner, rear cross member
| | | -
NOTE:The upper rough separating cut must be made approximately 10 mm below the drip rail. In doing so, make sure not to damage the drip rail. Box corner | | | -
Box corner - Mill out the spot welds.
- Mill out the spot welds along the whole length of the flange.
| | | -
Neighbouring side panel - Rough separating cut.
- Mill out the spot welds.
| | | -
Box corner outer panel and neighbouring side panel - Bend the flange up and mill out the spot welds underneath.
- Mill out the spot welds (free the outer panel).
- Mill out the spot welds.
| | | -
Box corner - Mill out the spot welds.
- Rough separating cut (one panel thickness).
| | | -
NOTE:Depending on the extent of the damage and ease of access, after the following step the relevant reinforcements and gussets should be exposed. Box corner - Bend up the flange by 90 degrees.
- Rough separating cut. Maintain a distance of 10 mm between the closing panel with cross member and the cut line. Do not damage the reinforcement located behind. Remove the old box corner.
| | | -
Box corner - Drill out the spot welds (2 panel thicknesses).
- Drill out the spot welds (three panel thicknesses).
- Mill out the spot welds and remove the flange remnants.
| | | -
Box corner - Drill out the spot welds (2 panel thicknesses) and remove the flange remainder.
| Installation | | -
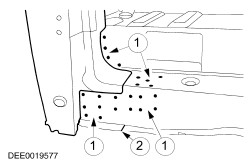
Prepare the neighbouring side panel - Remove the flange remnant of the box corner outer panel along the whole length of the side panel. Make holes for puddle welding in the area marked.
| | | -
Prepare the new part - Add the missing spot welds.
- Make holes for puddle welding.
| | | -
Prepare the new part - Add the missing spot welds.
| | | -
Prepare the new part - Add the missing spot welds.
| | | -
Prepare the new part - Add the missing spot weld.
| | | -
Prepare the new part - Drill through the drip rail closing panel (two panel thicknesses).
| | | -
Prepare the new part - Make holes for puddle welding.
| | | -
Align the box corner and secure it. | | | -
Box corner and neighbouring side panel - Intermittent MIG weld (bead length 5 mm, distance between each 30 mm).
| | | -
Box corner and neighbouring side panel - Hollow grind the intermittent MIG weld seam.
| | | -
Box corner and neighbouring side panel - Puddle weld.
- Spot weld a backing strip in place.
- Lay the flange back down and puddle weld.
| | | -
Neighbouring side panel - Puddle weld.
- Intermittent MIG weld with gaps.
| | | -
Box corner - Puddle weld.
- Continuous MIG weld seam.
| | | -
Box corner - Puddle weld (two sheet metal layers).
| | |