|
Subject:
Outer Body Rear Quarter Panel, Replace
Vehicles:
Corsa-B, Tigra, Vectra-B, Omega-B
General
In the production plants, the outer and inner
rear quarter panels are assembled with additional undercoat adhesive in the
area of the wheel well, fuel filler port and rear lamp insert, while the
number of spot weld operations has been partially reduced (Vectra-B and
Omega-B only).
The remaining flanges are assembled as
previously.
Advantages of undercoat adhesive:
Increased corrosion protection
Increased waterproofing and insulation
Service:
Install body rear quarter panels with
Adhesive Sealing System 90 513 298 / 15 05 002 (see operation and application
description).
|

|
|
Representation of Production Adhesive
Application:
A Corsa-B
B Tigra
Position - details see page 3
The procedure shown for application of beads
in production must be followed in Service before installation
(partial/complete replacement).
Note:
The (in part) different adhesive bead
thicknesses are produced for assembly reasons.
|
|
|
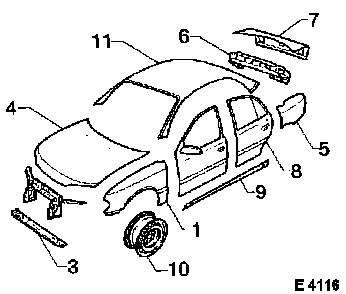
Corsa-B, Tigra:
10 Fuel filler port
11 Rear quarter panel rear panelling bracket
mount (shown: Corsa-B)
12 Exit hole, wheel cutout
|
|
|
Representation of Production Adhesive
Application:
Vectra-B:
Position - details see page 5
The procedure shown for application of beads
in production must be followed in Service before installation
(partial/complete replacement).
Note:
The (in part) different adhesive bead
thicknesses are produced for assembly reasons.
|
|
|
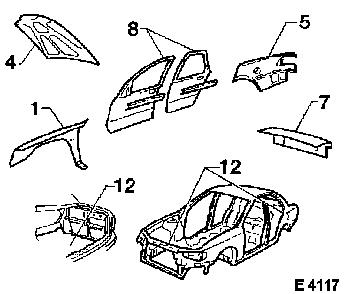
Vectra-B:
1 Fuel filler port
2 Rear quarter panel
rear lamp insert
(model 36)
3 Exit hole,
wheel cutout
4 Rear quarter panel
rear panelling
bracket mount
|
|
|
Representation of Production Adhesive
Application:
Omega-B:
Position - details see page 7
The procedure shown for application of beads
in production must be followed in Service before installation
(partial/complete replacement).
Note:
The (in part) different adhesive bead
thicknesses are produced for assembly reasons.
|
|
|
Omega-B:
5 Fuel filler port
6 Rear quarter panel
rear lamp insert
(models 25, 26, 27)
7 Rear quarter panel
bumper bracket
mount
8 Rear quarter panel imprint
9 Exit hole,
wheel cutout
|
|
|
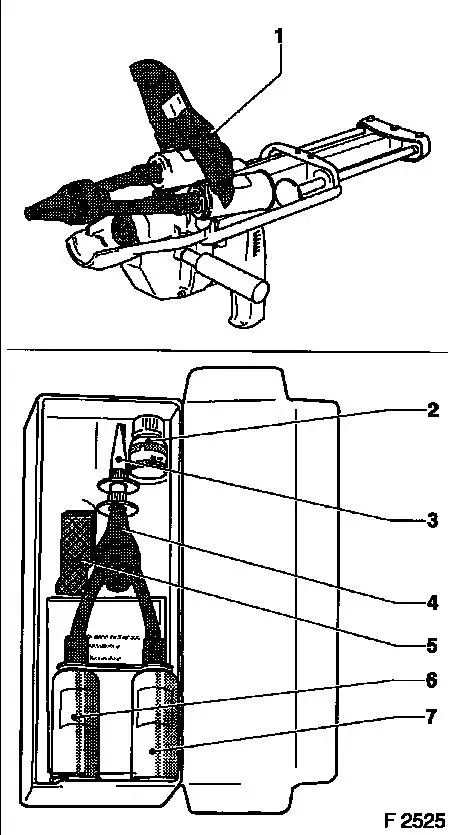
Product Description
The new product is the 2-component adhesive
familiar from the replacement of outer panelling (doors).
The adhesive is applied with the familiar
BETAGUN 2000 (1).
This ensures 100% mixture of the two adhesive
components.
Contents of adhesive set
2 Activator
3 Two nozzles
4 Mixing head
5 Cleaning cloths
6 Cartridge, adhesive component A - 125 ml
7 Cartridge, adhesive component B - 125 ml
|
|
|
Operation and Application Description:
· Observe regulations on conformance to labour safety (see part
and product specifications)
· Remove attaching parts and rear quarter panel
· Remove adhesive residue from inner rear quarter panel and grind
adhesive surface to bare metal
Important:
· Do not apply welding paint to bare adhesive flange
· Grind down adhesive area of new part in area of welding spots
only
· Fit new part, note cut points
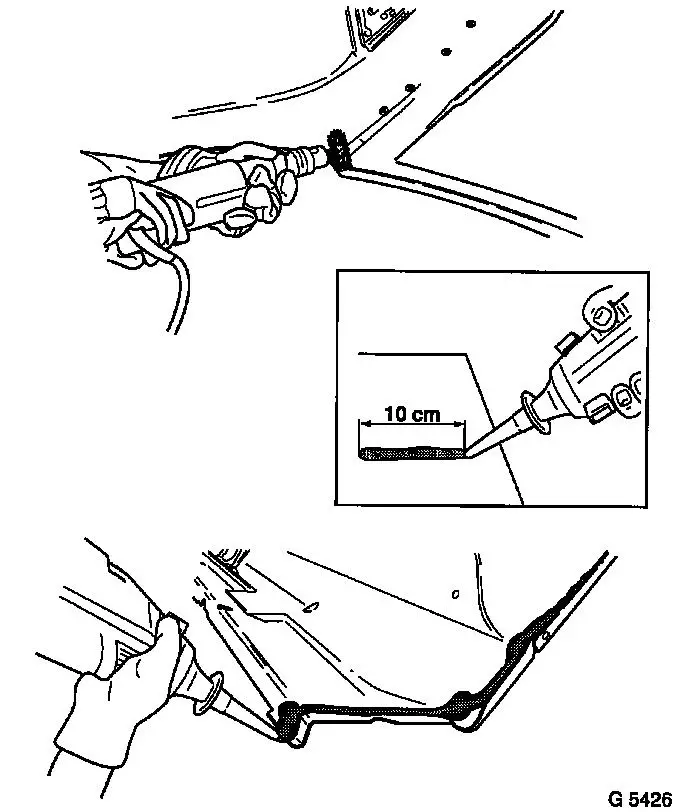
· Activate adhesive surfaces (new part, primed) with activator
from adhesive set, insert adhesive cartridge from adhesive set into BETAGUN
2000, apply 10 cm/0.4 in. test bead (e.g. on cardboard).
· Precut cartridge nozzle (round nozzle) for 4 mm/0.16 in.
diameter.
· Apply adhesive bead rapidly, install new part
|
|
|
Welding Point Specifications, Corsa-B /
Tigra:
The following illustrations show the altered
welding point specifications. Welding points that are not specified remain
unchanged.
A - Welding for complete replacement
of rear quarter panel in area of wheel well.
1 - Model 75
2 - Model 73
3 - Model 78
B - Welding for partial replacement
4 - Partial replacement, front -
model 75
5 - Partial replacement, rear -
model 75
6 - Partial replacement, front -
model 73
7 - Partial replacement, rear -
model 73
Note:
The adhesive in the area of the separation
point must be protected against burning by applying heat insulating paste to
the adjacent sheet metal parts.
|
|
|
Welding Point Specifications, Vectra-B:
The following illustrations show the altered
welding point specifications. Welding points that are not specified remain
unchanged.
A - Welding for complete replacement
of rear quarter panel in area of wheel well.
1 - Model 38
2 - Model 36
3 - Model 31
Note:
The adhesive in the area of the separation
point must be protected against burning by applying heat insulating paste to
the adjacent sheet metal parts.
|
|
|
B - Welding for partial replacement
of rear quarter panel in area of wheel well.
1 - Partial replacement, front -
model 38
2 - Partial replacement, rear -
model 38
3 - Partial replacement, front -
model 36
4 - Partial replacement, rear -
model 36
5 - Partial replacement, front -
model 31
6 - Partial replacement, rear -
model 31
|
|
|
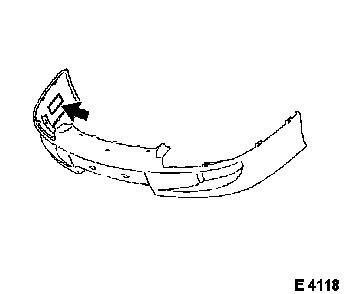
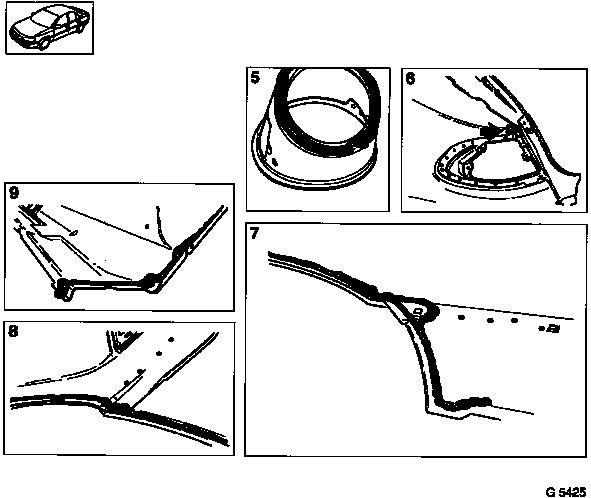
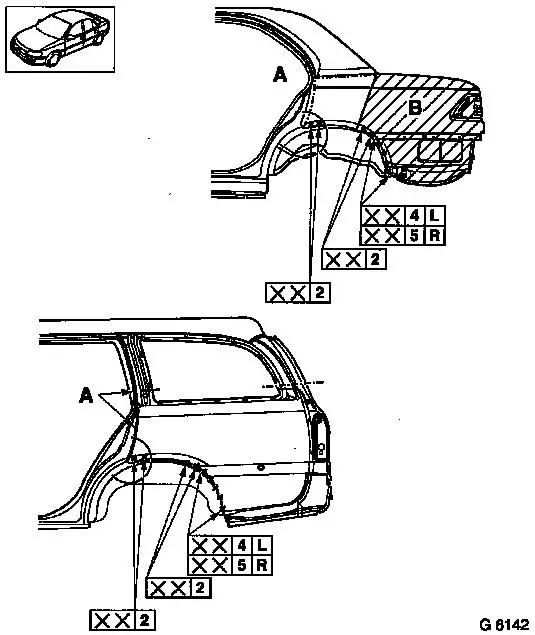
Welding Point Specifications, Omega-B:
The following illustrations show the altered
welding point specifications. Welding points that are not specified remain
unchanged.
A - Welding for complete replacement
of rear quarter panel in area of wheel well.
B - Welding for partial replacement
L = Left side of vehicle
R = Right side of vehicle
Note:
The adhesive in the area of the separation
point must be protected against burning by applying heat insulating paste to
the adjacent sheet metal parts.
|
|
|
|
|
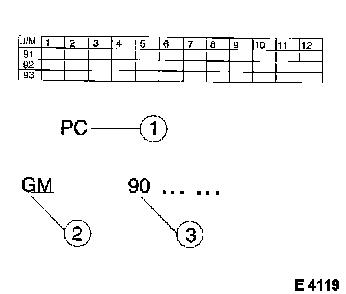
Part and Product Specifications
|
Parts
|
Colour
|
Container
|
Part
number
|
Catalogue
number
|
Shelf
life
|
|
Adhesive (compl. adhesive set)
|
beige
|
2
cartridges on mixing head
|
90
513 298
|
15 05
002
|
1
year
|
Product
specifications · Spot-weldable flange seam adhesive for the adhesion of inner and outer
rear quarter panels
Processing · Forced mixture of
both components by mixing head and application with BETAGUN
Raw
material · Epoxy resin
Surfaces · Grind rear
quarter panels down to bare metal in area of welding spots only, adhesive bonds
with activated new part priming
Pretreatment · Clean surface
with activator before applying adhesive (activate)
Application · Perform all work
steps rapidly and without interruption. Adhesive bead diameter approx. 4 mm/0.2
in.
· Process adhesive
at ambient temperature between 15° and 30° C/59° and 86° F, Sheet metal
temperatures between 18° and 40° C/64° and 104° F
Top-coating · Can be top-coated
with OPEL paint repair systems
Disposal · The following
should be regarded as general information on disposal (observe any deviating
national regulations)
· Domestic refuse Pressed-out
adhesive residue, plastic nozzles with adhesive, cleaning cloths, with adhesive
residue, packaging
· Special refuse Mixing
head with rising pipes (allow to cure for 4 hours), adhesive cartridges with
remains still inside, activator fluid residue (is usually used up)
· Aluminium refuse Emptied
adhesive cartridges, activator can
· Plastic refuse Activator
can lid, activator pull-off cover
Labour
safety · The following should be regarded as general
information on labour safety (observe any deviating national regulations)
· Protect eyes Wear
protective goggles when working with chemical products. Immediately rinse out
any chemicals that get into eyes with fresh water, seek medical attention.
· Protect
respiratory Process adhesive and perform welding in well-
organs ventilated
areas, for brief welding, wear filter mask type AB. For long-term welding work,
ensure that vapour is efficiently expelled.
· Protect skin Wear
protective clothing and gloves. Use silicone-free protective cream or salve. In
the event of contact with adhesive, clean with water and soap, do not use
solvents.
Time Allowance:
Note: In previous LTG
publications for the Vectra-B (conventional welding method), minor deviations
occurred due to a transmission error.
These time
allowances replace previous specifications.
Rear Quarter
Panel - Replace C
TC:
02,04,08,75,97
A 3151 00 Right side, complete Corsa-B;
Tigra
unchanged
Vectra-B Model
8.5
hrs 36
8.4
hrs 38
10.0
hrs 31
Omega-B Model
7.5
hrs 25,26,27
9.0
hrs 21,22,23
A 3152 00 Left side, complete Corsa-B;
Tigra
unchanged
Vectra-B Model
8.7
hrs 36
8.4
hrs 38
10.1
hrs 31
Omega-B Model
7.7
hrs 25,26,27
9.3
hrs 21,22,23
A 3150 00 Both Rear Quarter
Panels - Replace Corsa-B; Tigra C
TC:
02,04,08,75,97 unchanged
Vectra-B Model
16.5
hrs 36
17.4
hrs 38
23.3
hrs 31
Omega-B Model
15.2
hrs 25,26,27
18.9
hrs 21,22,23
Partial
Replacement -
Rear Section of Rear
Quarter Panel Vectra-B Model C
TC:
02,04,08,75,97
A 3165 00 Right side 6.5
hrs 36
6.7
hrs 38
8.6
hrs 31
A 3166 00 Left side 6.6
hrs 36
6.7
hrs 38
9.0
hrs 31
The time allowances for partial replacement of
the rear or front section of the rear quarter panel and additional operations
for the Corsa-B, Tigra and Omega-B remain unchanged.
Consult the current Labour Times Guide
publications.
Important:
The specified time allowances do not
include the time allowance for the vehicle set-up of .2 hrs.
For reimbursement of the vehicle set-up
time of .2 hrs in warranty claims, enter the authorisation code ”T” and
increase the main operation time allowance by .2 hrs.
The authorisation code may only be used
once per work order. It may only be used more than once if the workplace and
workteam are changed at the same time.
