
Golf Mk1
|
Gears, Shafts
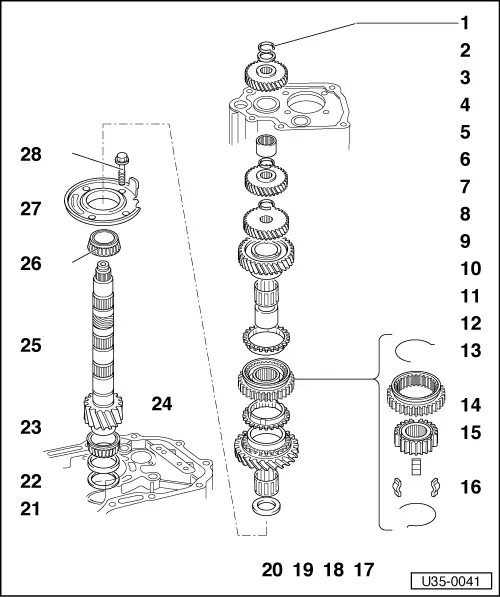
Dismantling and assembling output shaft
|
 |
|
|
Note:
Additional bearing for output shaft
Pinion shaft |
|
|
|
|
|
|
|
|
 |
|||||||
|
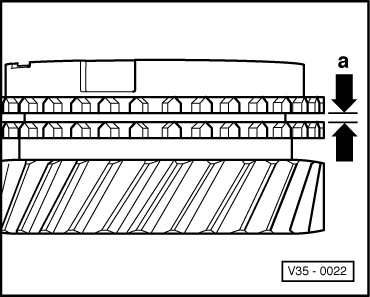
→ Fig.1 Checking synchronizer rings Press synchro rings on to gear cones and measure gap "a" with feelers.
|
 |
|
|
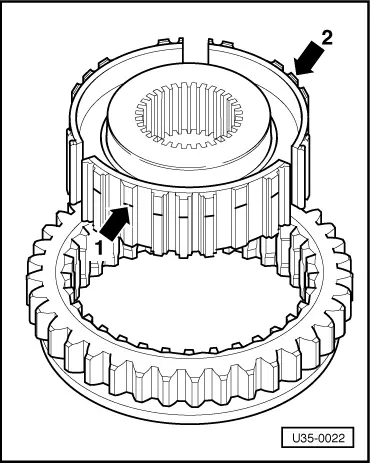
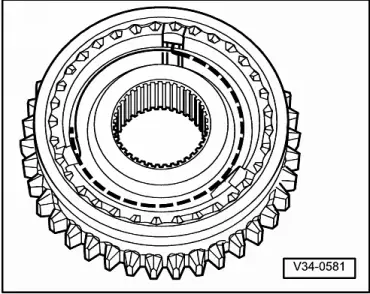
→ Fig.3 Assembling hub and sleeve for 1st and 2nd gear Fitting position: |
 |
|
|
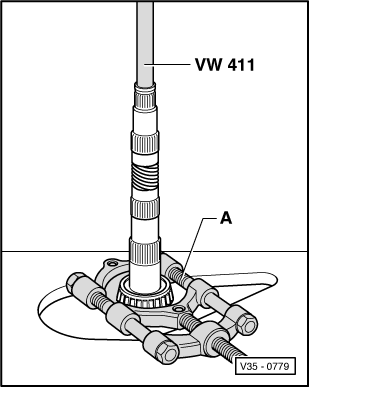
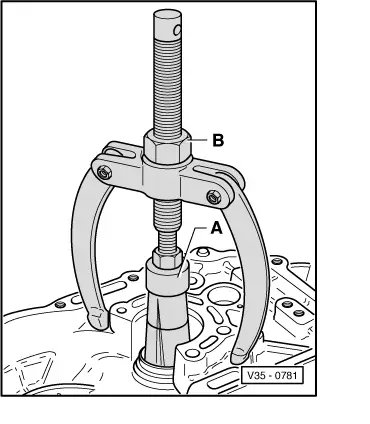
→ Fig.5 Pressing off inner race of large bearing A - Parting appliance such as kukko 17/2 - 22 to 115 mm. Bearing is destroyed in the process. |
 |
|
|
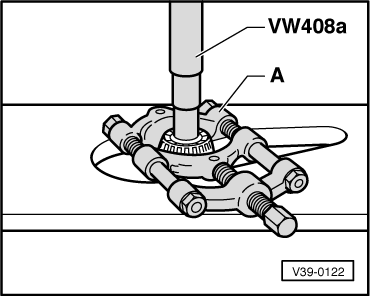
→ Fig.6 Pressing off inner race of small bearing A - Parting appliance such as kukko 17/2 - 22 to 115 mm. Bearing is destroyed in the process. |
 |
|
|
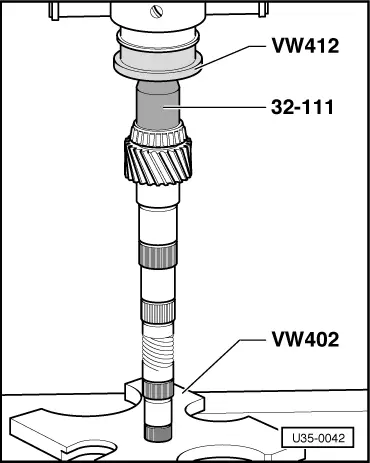
→ Fig.7 Heat inner race of small bearing to about 100° C, fit on shaft and press home |
 |
|
|
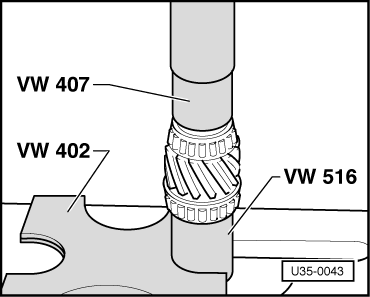
→ Fig.8 Heat inner race of large bearing to about 100° C, fit on shaft and press home |
 |
|
|
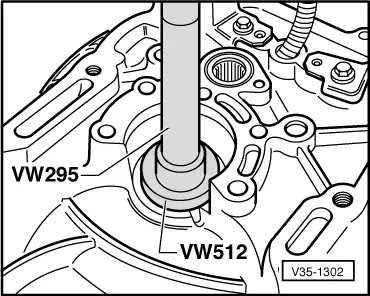
→ Fig.9 Pulling outer race of small bearing out of bearing housing
|
 |
|
|
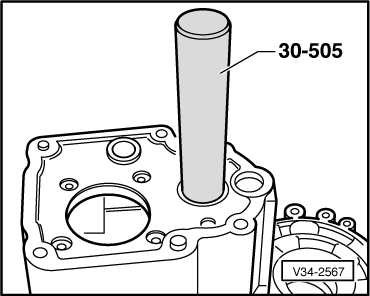
→ Fig.10 Knocking outer race of small bearing into bearing housing |
 |
|
|
→ Fig.11 Knocking needle bearing out of gearbox housing |
 |
|
|
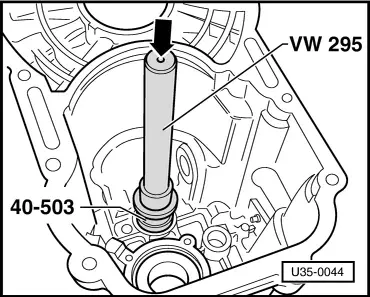
→ Fig.12 Knocking needle bearing into gearbox housing |