| –
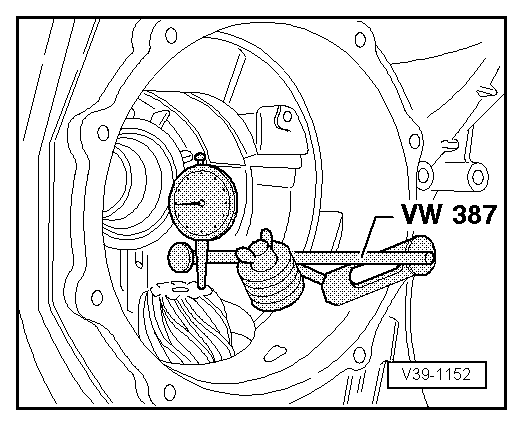
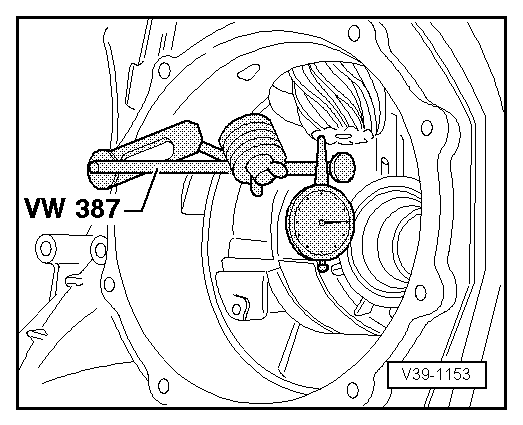
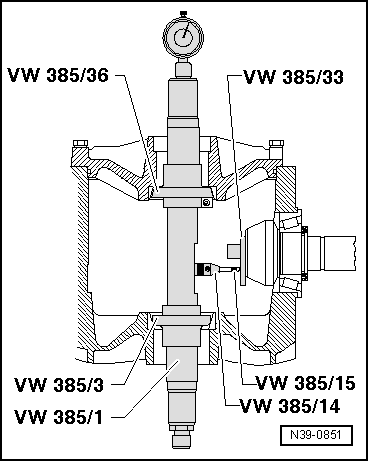
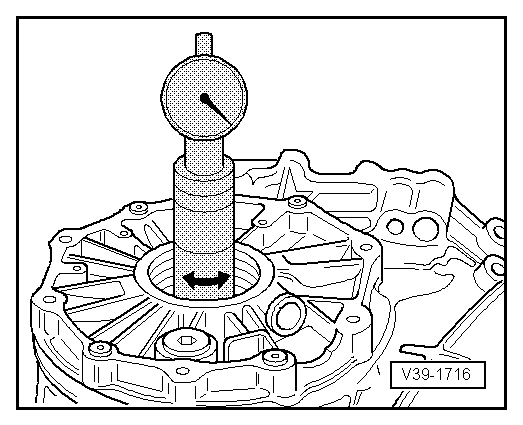
| Turn measuring tool until tip of dial gauge touches end measuring plate on face of pinion gear, and measure maximum deflection (return point). |
| t
| Measurement in following example: “e” = 0.26 mm (in red scale) |

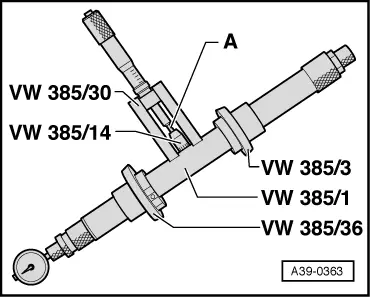
Note | Then (after removing universal measuring tool), check once again that the dial gauge indicates “0” with 2 mm preload when master gauge -VW 385/30- is in place. |
| Determining thickness of shim “S3” |
| t
| The allowance “r” in relation to the master gauge “Ro” is measured for the final drive gear sets supplied as replacement parts and marked on the outer circumference of the crown wheel. |
| t
| Subtract value “e” if measurement is obtained on red scale. |
| t
| Add value “e” if measurement is obtained on black scale. |
| “S3” = “S3*” + “r” + “e” (“e” on black scale) |
| “S3” = “S3*” + “r” – “e” (“e” on red scale) |
|
|
|