
Cobalt L4-2.0L SC VIN P (2005)
8.
Do not completely seat the cylinder bore sleeve in the block. Leave approximately 1/16 inch of the cylinder bore sleeve above the surface of the
cylinder block.
9.
Using a torque wrench, tighten the threaded shaft of the EN 45680-851 fixture and EN 45680-853 cylinder bore sleeve installer assembly to 102
Nm (75 lb-ft) in order to completely seat the cylinder bore sleeve in the cylinder block. With the cylinder bore sleeve properly installed, a minimal
portion of the cylinder bore liner flange will protrude above the block deck surface.
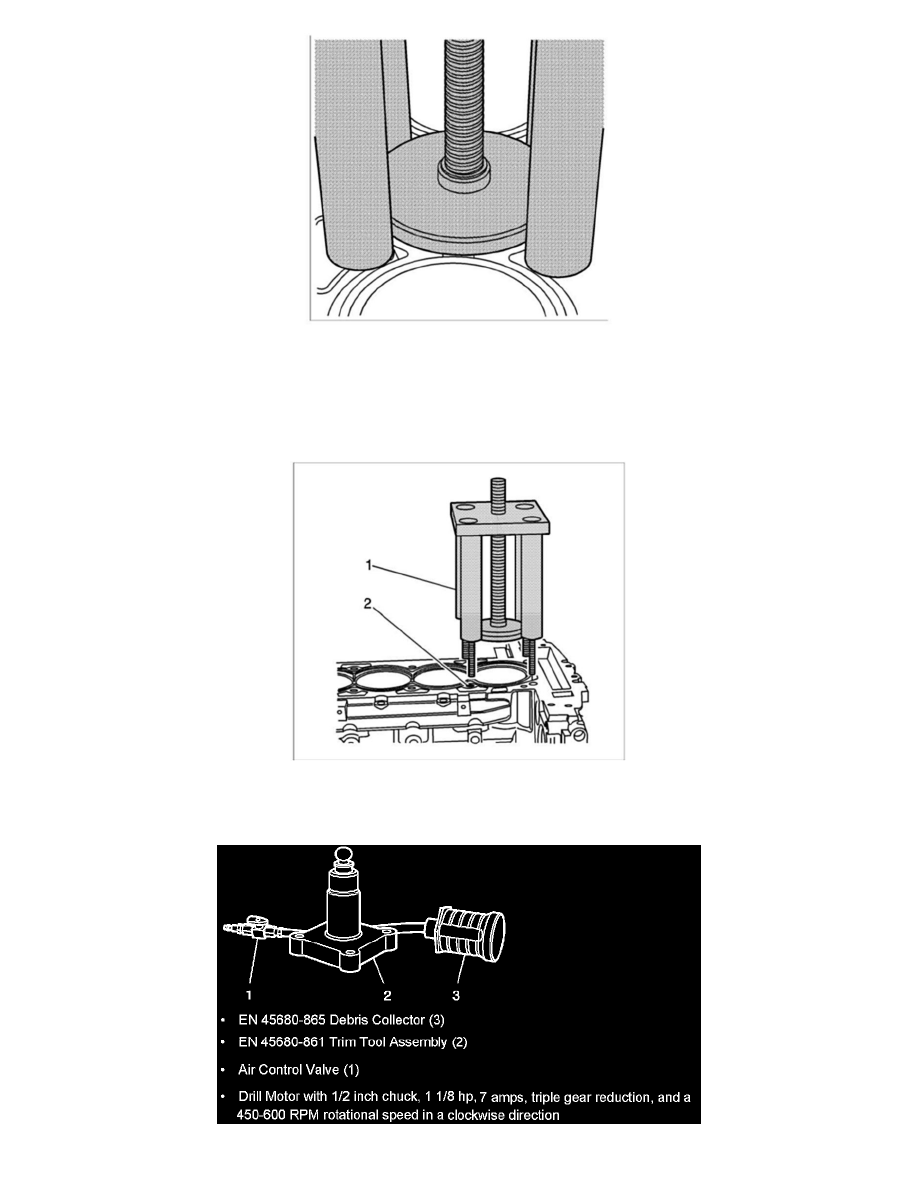
10.
Remove the EN 45680-851 fixture and EN 45680-853 cylinder bore sleeve installer assembly (1) from the cylinder block (2).
Cylinder Liner Trimming