
K 2500 Truck 4WD V8-379 6.2L DSL VIN C FI (1989)
4.
Drill 1/8" stop hole at each crack end. "V" grind crack.
5.
Fill entire length of crack with weld and grind smooth.
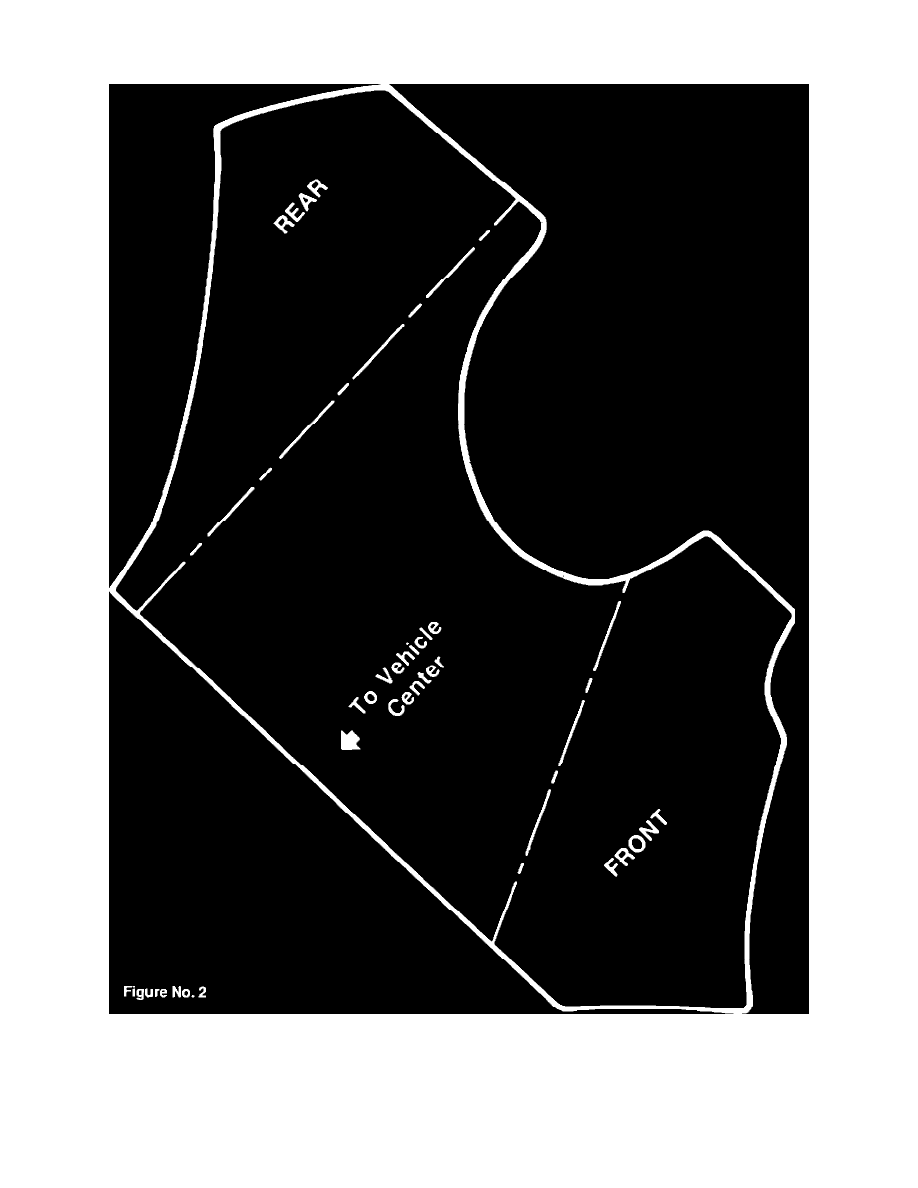
Figure No. 2
6.
Cut a piece of 1/8" or 3/16" thick 1008 or 1010 steel using the shape in Figure # 2 as a template.
7.
Disconnect and connect brake line retainer at frame, move brake line aside.
8.
Clean crossmember to prepare for welding plate to crossmember.