
Cylinder block inspection for 300Tdi engine overhaul
ENGINE
76
OVERHAUL
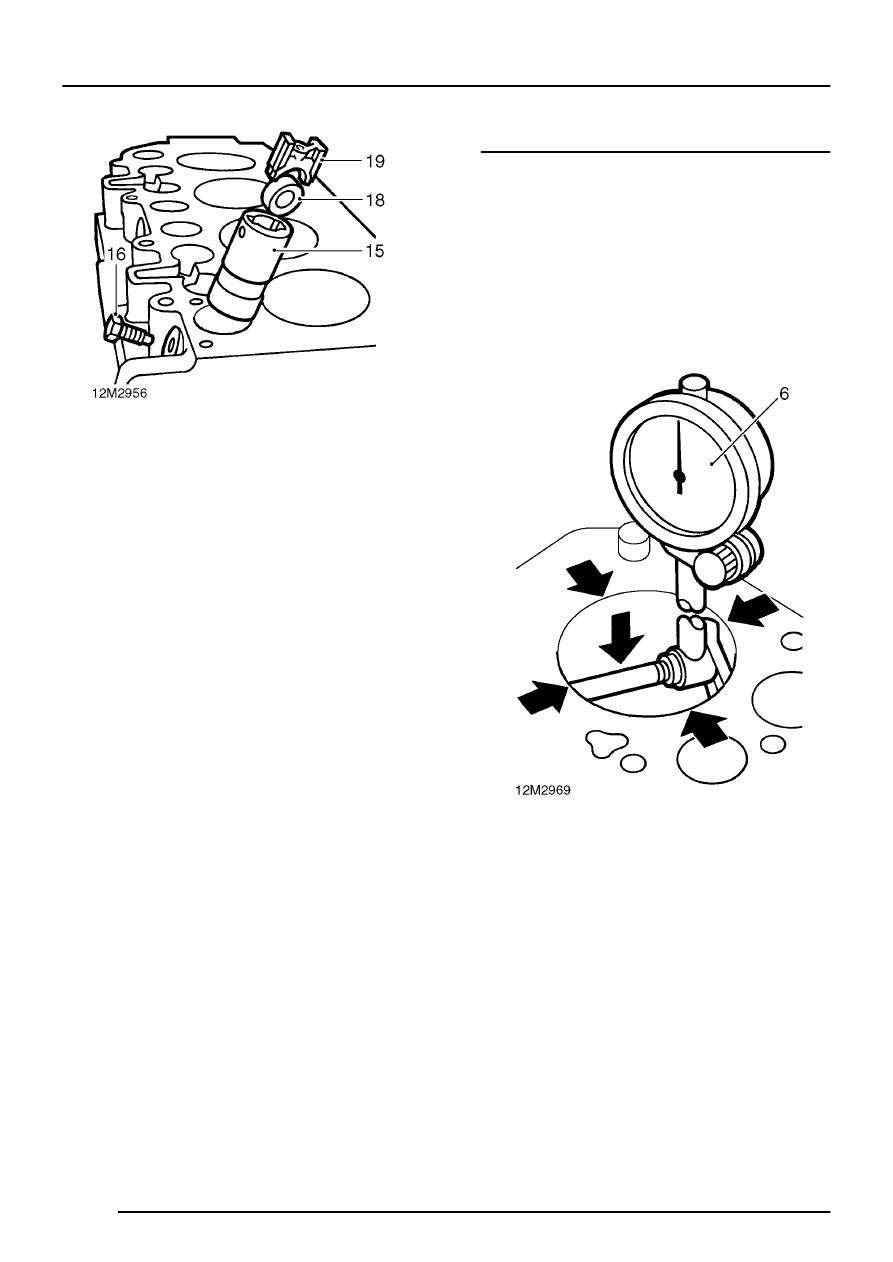
15. Insert each cam follower guide into its original
location in the cylinder block.
16. Fit new retaining bolt, locate end of bolt in cam
follower guide.
17. Tighten bolt to 14 Nm.
18. Fit roller ensuring that reference mark made
during removal is towards front of cylinder
block.
19. Fit cam follower slide ensuring that word
’FRONT’ or mark ’F’ is towards front of cylinder
block.
20. Repeat above procedures for remaining cam
follower assemblies.
21. Fit a dry, new gasket to baffle plate.
22. Fit baffle plate, fit 3 bolts and finger tighten in
their original locations.
23. Bolts are tightened when fuel injection pump is
fitted.
Cylinder block - inspection
1. Thoroughly clean cylinder block, ensure all bolt
holes are clean and dry.
2. Remove all traces of carbon from cylinder head
gasket face.
3. Remove all traces of gaskets using suitable
gasket removal spray and a plastic scraper.
4. Check all studs for damage, replace as
necessary.
5. Check core plugs for corrosion and signs of
leakage, replace as necessary.
6. Using an internal micrometer, take 2
measurements at 90
°
to each other at top of
bore. The difference between the 2
measurements is the ovality of the bore.
Maximum ovality = 0.127 mm
7. Repeat measurements 50 mm from bottom of
each cylinder bore.
8. Measure from side to side from below wear
ridge at top of bore and above wear ridge at
bottom of bore. The difference between the 2
measurements is the taper.
Maximum taper = 0.254 mm