
Discovery II
TRANSFER BOX - LT230SE
41-60
OVERHAUL
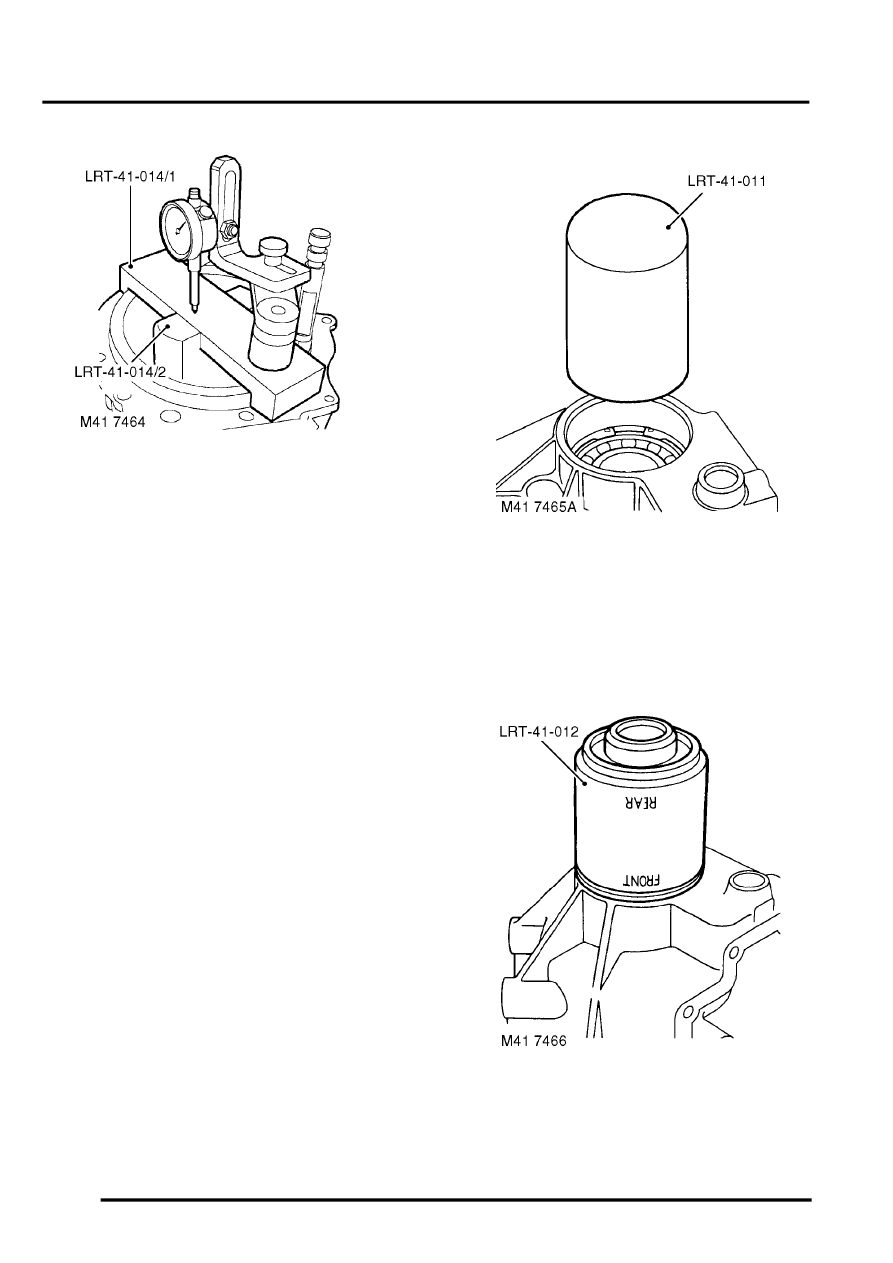
31. Position depth block tool LRT-41-014/2 and
cross bar tool LRT-41-014/1 to front output
housing.
32. Position DTI to tool LRT-41-014/1 cross bar
and zero DTI on depth block.
33. Position DTI to cross bar and record reading
obtained.
34. Using the formula: 3.05 mm (0.120 in)+B-
A=D where: B=Height difference recorded
between depth block and cross bar.
A=Average of readings to differential front
bearing outer track. D=Thickness of shim
required to give differential bearing pre-load of
0.05 mm (0.002 in).
35. From the resultant figure obtained, select
appropriate thickness shim from the range
available.
36. Shims are available from 2.00 to 3.25 mm
(0.08 to 0.13 in) thickness, rising in increments
of 0.05 mm (0.002 in).
37. Heat the front output housing to 100
°
C (210
°
F)
and fit new output shaft bearing using tool
LRT-41-011.
38. Allow housing to air cool.
39. Fit new bearing retaining circlip ensuring that
circlip is fully seated.
40. Using tool LRT-41-012, fit new output shaft oil
seal. Check that oil seal is just contacting
circlip.
CAUTION: Oil seal must be fitted dry.