
Sable V6-183 3.0L DOHC VIN S MFI (1997)
Piston: Testing and Inspection
Diameter Check/Fitting
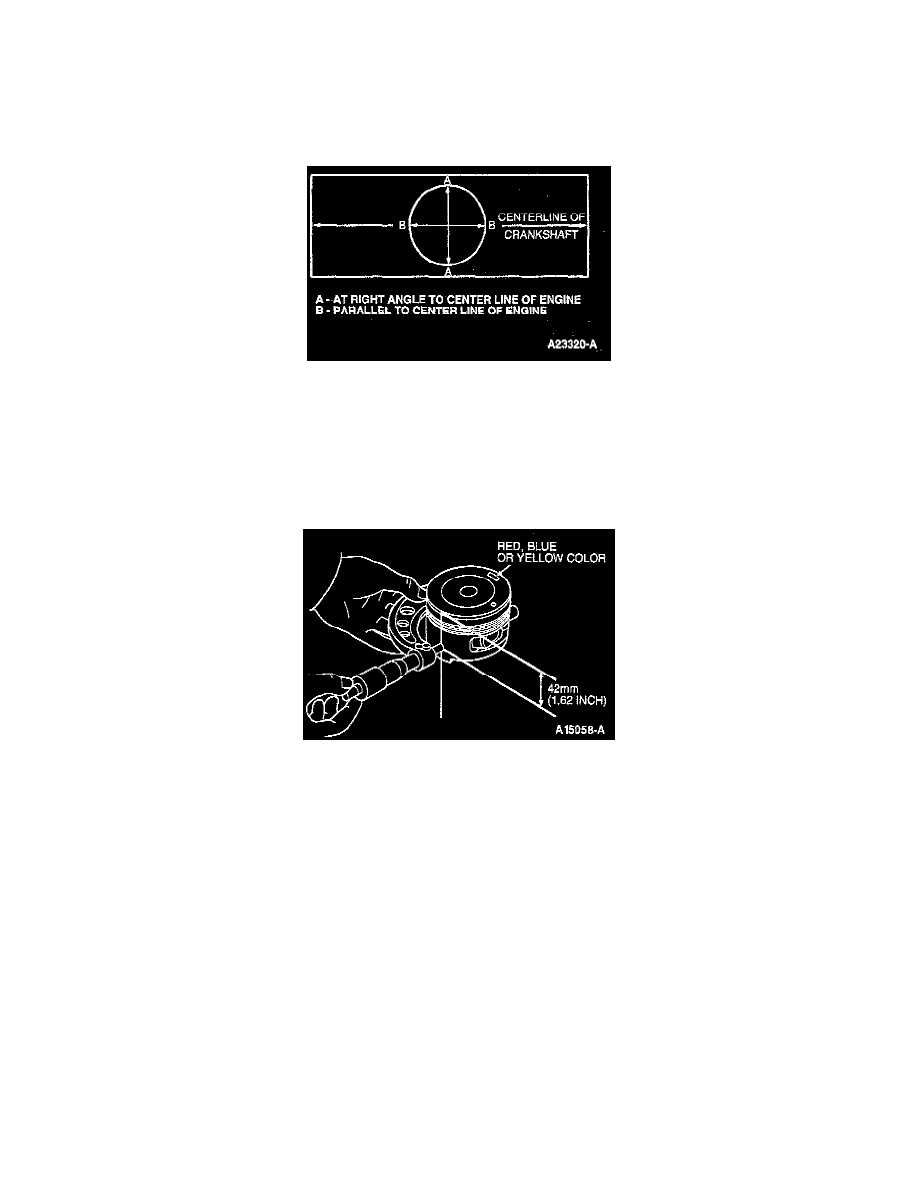
CYLINDER BORE DIAMETER
NOTE: Cylinder bore must be clean and dry, and cylinder block (6010) must remain at room temperature (21°C/70°F) for eight hours before
taking cylinder measurements.
1. Measure cylinder bore diameter in both directions at 12.70 mm (1/2 inch) below top of cylinder block deck.
2. Measure cylinder bore diameter in both directions at 12.70 mm (1/2 inch) above top of the piston with the piston at its lowest point of travel in the
cylinder block bore.
3. Record measurements for each cylinder.
4. The cylinder bore service limit equals the average of measurements A and B when measured at the center of the piston travel.
5. Refer to Cylinder Block, Testing and Inspection for checking bores for out-of-round, taper, and diameter wear limits.
PISTON OUTER DIAMETER
NOTE: Measure the piston outer diameter at a right angle (90°) to the piston pin and below the oil ring groove. This should be 42 mm (1.62 inch)
from the top of the piston.
1. Measure the outer diameter of each piston and record measurements.
2. Subtract the cylinder bore diameter from the piston diameter, the difference is the clearance.
Piston-to-Bore Clearance: 0.012-0.022 mm (0.0005-0.0009 inch).
FITTING
Pistons are available for service in standard size and oversize. The standard sized pistons are color-coded red, blue or yellow on the dome. Using
the cylinder bore measurements, select the piston to ensure the proper clearance. When the bore diameter is in the:
-
lower one-third of the specified range, use a red piston.
-
middle one-third, use a blue piston.
-
upper one-third, use a yellow piston.
-
It may be necessary periodically to use another piston (within the same grade size) that is either slightly larger or smaller to achieve the specified
clearance. If none can be fitted, refinish the cylinder to provide the proper clearance for an oversize piston.
-
When a piston has been fitted, mark it for assembly in the cylinder to which it was fitted.