
Sable V6-183 3.0L DOHC VIN S MFI (1997)
VALVE STEM CLEARANCE
-
Measure the valve guide inner diameter.
-
Subtract the valve stem diameter from the valve guide diameter. This is the valve stem to guide clearance.
Intake, 0.025-0.060 mm (0.0010-0.0024 inch).
Exhaust, 0.030-0.065 mm (0.0012-0.0026 inch).
Maximum, 0.20 mm (0.008 inch).
-
If the clearance is greater than specified, replace the valve or valve guide, or both, depending on the dimension that is causing the excess
clearance.
VALVE STEM END REFINISHING
Remove all grooves or score marks from the end of the valve stem and chamfer it as necessary.
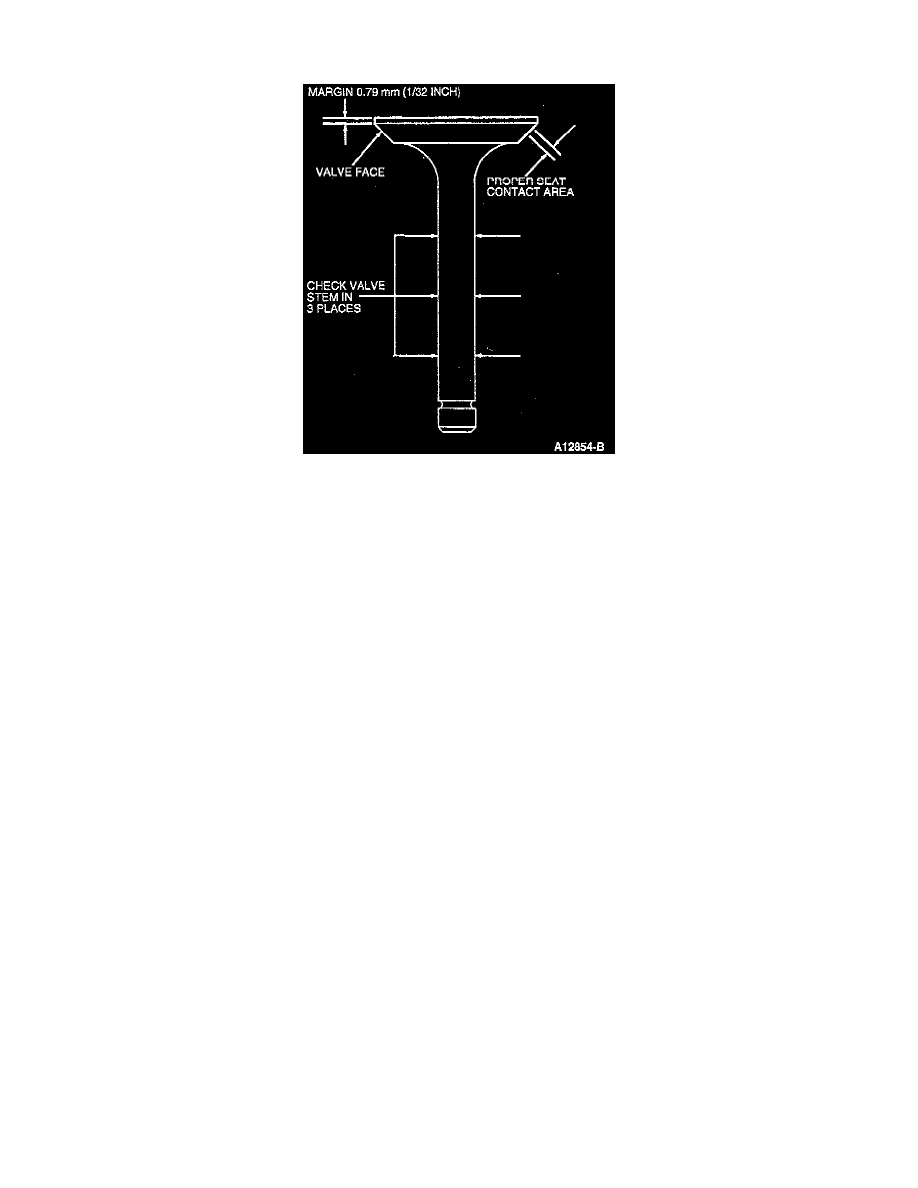
VALVE HEAD MARGIN THICKNESS
-
Inspect the valve head margin thickness of each valve. If measurement is out of specification replace valve as the valve will run too hot in the
engine.
Exhaust and Intake: 0.79 mm (1/32 inch).
VALVE FACE RUNOUT
If the valve face runout is excessive and/or it is necessary to remove pits and grooves, reface the valve to a true 44° angle. Remove only enough
stock to correct the runout or to clean up the pits and grooves. Maximum runout: 0.05 mm (0.002 inch).
VALVE SEAT
The center of the valve face should contact the valve seat in approximately the center. Check Cylinder Head Valve Seat and repair if necessary.