
Sable V6-183 3.0L DOHC VIN S MFI (1997)
Valve Seat: Testing and Inspection
Inspection
CAUTION:
Valve Lapping
The interference angle of the valve and seat should not be lapped out.
Check Valve Clearance (Lash)
If the valve and/or valve seat has been refaced, it will be necessary to check the clearance between the rocker arm bearing surface or valve
tappet surface (depending upon application) and base circle of the camshaft lobe with the valve train installed in the engine (Collapsed Tappet
Gap).
VALVE GUIDE CLEARANCE
Check valve to valve guide clearance.
VALVE/VALVE SEAT CONTACT
The valve seat should contact the approximate center of the valve face. Determine where the valve seat contacts the face.
-
Coat the seat with Prussian Blue and set the valve in place.
-
Rotate the valve with light pressure.
-
Remove the valve, if the blue is transferred to the center of the valve face, the contact is satisfactory. If the blue is transferred to the top edge of
the valve face, lower the valve seat. If the blue is transferred to the bottom edge of the valve face, raise the valve seat.
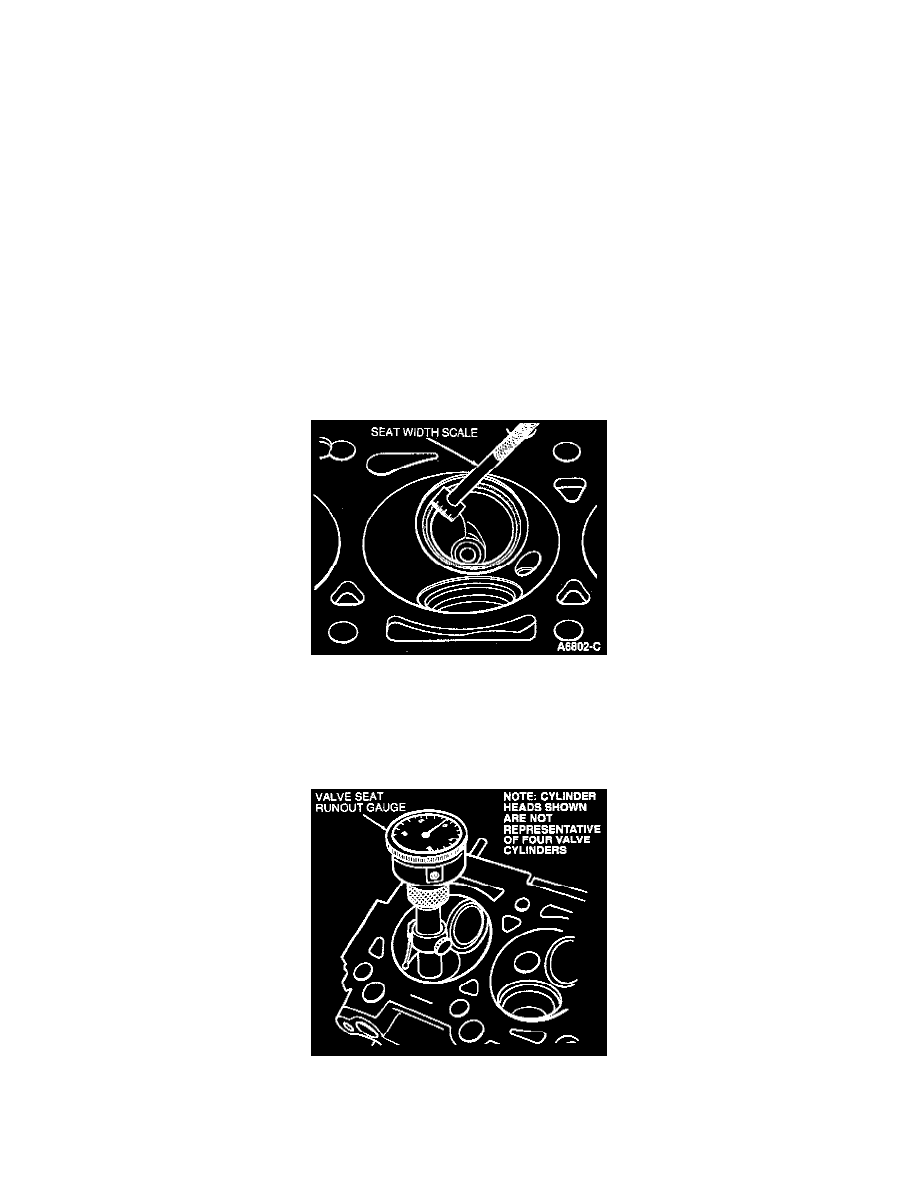
VALVE SEAT CONTACT WIDTH
Valve Seat Width
Measure the valve seat width. Reface the valve seats if the width is not within specifications.
Intake: 1.1-1.4 mm (0.043-0.055 inch).
Exhaust: 1.4-1.7 mm (0.055-0.066 inch).
VALVE SEAT RUNOUT
-
Before installing the intake valves and exhaust valves into the cylinder head, check the valve seat runout.
-
The seat face runout should not exceed 0.04 mm (0.001 inch).
-
Check the valve seat runout with a Valve Seat Runout Gauge as illustrated. Follow the instructions of the gauge manufacturer. If the runout
exceeds the wear limit, reface the valve and valve seat.