
911 Carrera Coupe F6-3164cc 3.2L (1984)
-
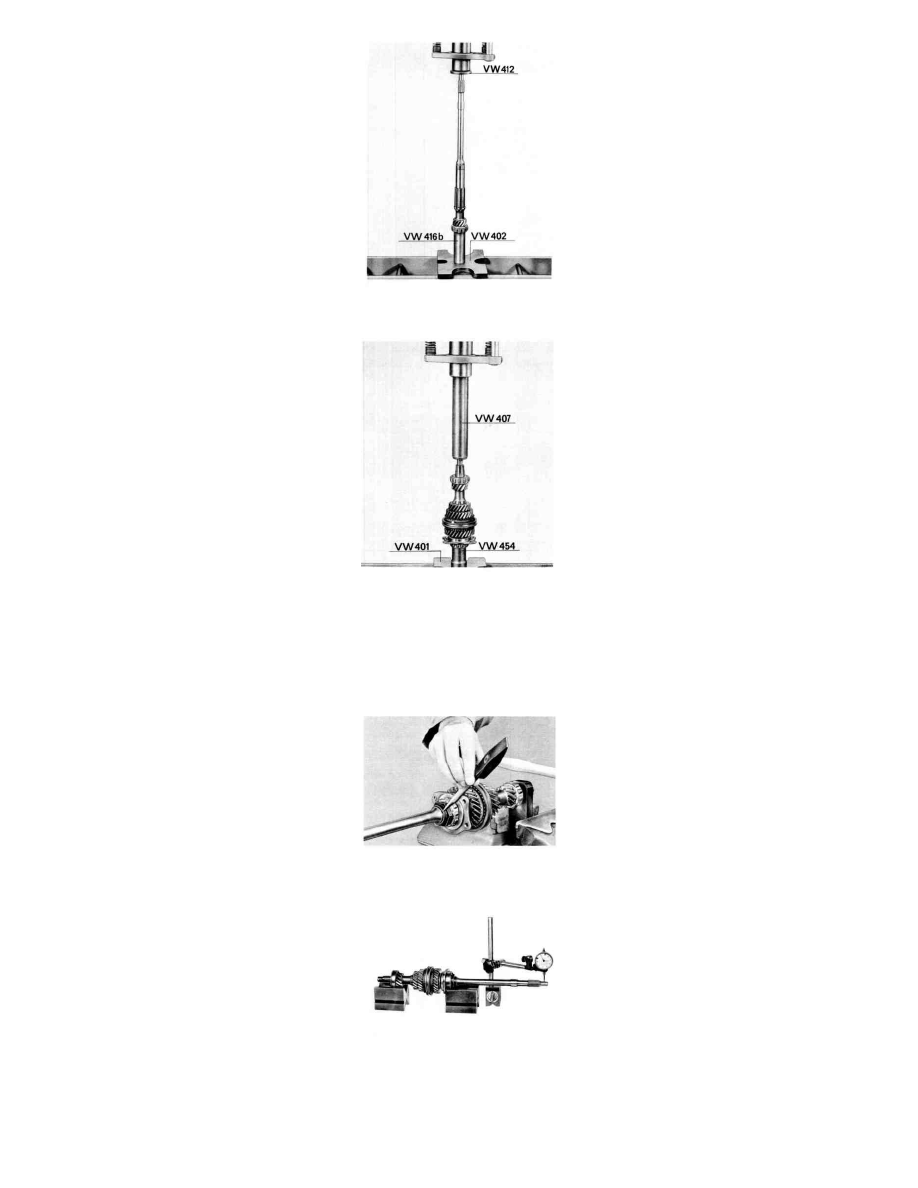
Heat to approximately 120° C (250° F) and press roller bearing on with thrust disc VW 412 and press thrust tube VW 41Gb.
-
Heat to approximately 120° C (250° F) and press roller bearing on with thrust plate VW 401 and thrust tube VW 454 and press punch VW 407.
CAUTION: When reinstalling needle hearings and races, make sure they are not interchanged with those of another gear.
-
Torque flange nut to specification with special tool P 355a and P 252a.
^
Torque to: 230 Nm (169.6 ft lb)
-
Lock flange nut in place with center punch.
-
Check input shaft for runout when it is fully assembled and the flange nut torqued to proper specification.
1. Remove the input shaft outer bearing races from the transmission and final drive housings and place them on the pinion shaft (substitute
bearings can be used).
2. Place assembled pinion shaft with bearing outer races on V-blocks VW 406.
3. Check for runout as shown in illustration. Maximum runout 0.1 mm (0.004 in.).