| –
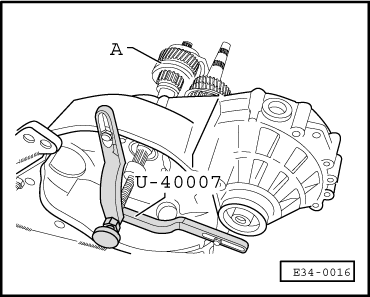
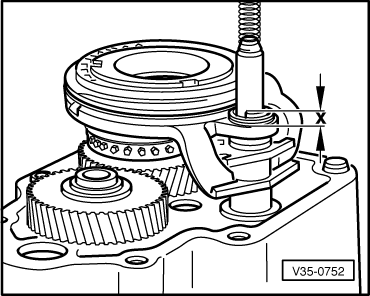
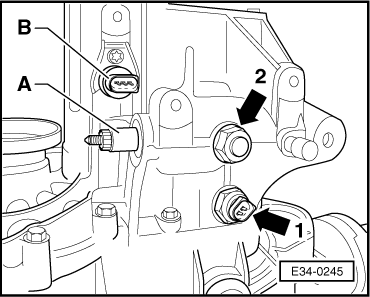
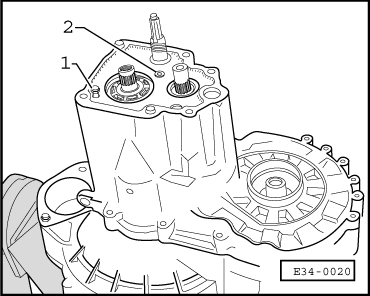
| Fit an M7 bolt -1- longer than the originals, into the retaining plate The input shaft should be slightly above its position, resting on tool -U-40007-. |
| –
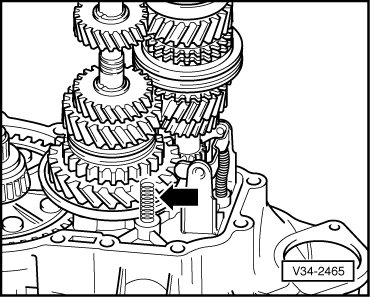
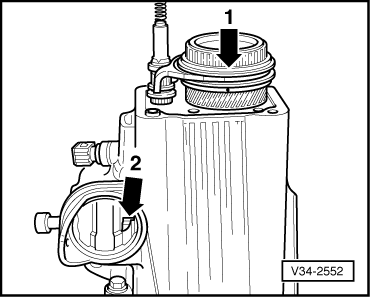
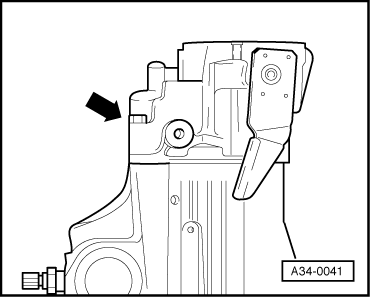
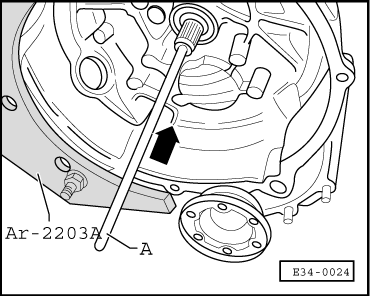
| Hit the geabox casing lightly with the plastic hammer, holding the coupling rod at the same time, until the bearing is partially fitted. |
| –
| Fit the bolts -2- to secure the tensioning plate and take the gearbox casing to its position. |
| –
| Fit the gearbox casing. |
| –
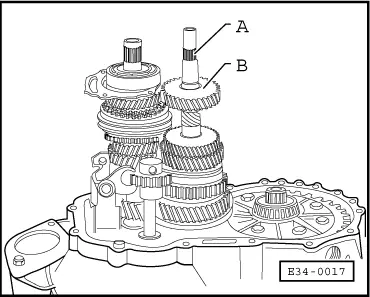
| Loosen tool -U-40007- support so that the input shaft moves to its position. |
| –
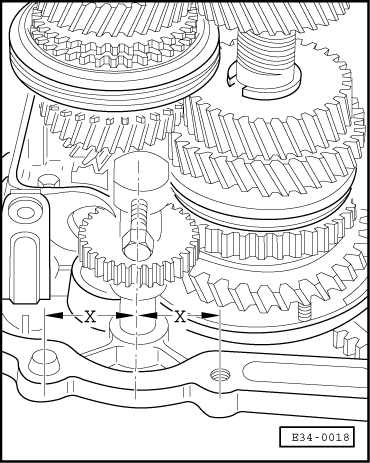
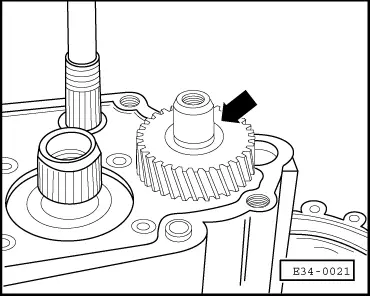
| Bolt up the reverse gear shaft. |
| –
| Tighten the hexagon bolts that secure the gearbox casing to 25 Nm. |
| –
| Remove the M7 bolt from the ball bearing retaining plate. |
| –
| Re-tighten the ball bearing retaining plate bolts to 15 Nm. |
|
|
|

 Note!
Note!