
Leon Mk1
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 Note!
Note!
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
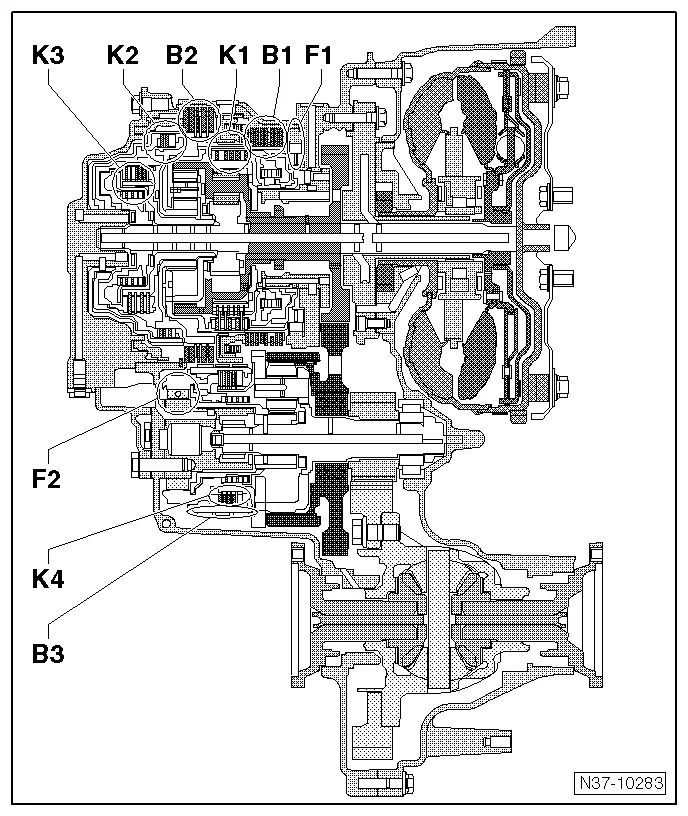
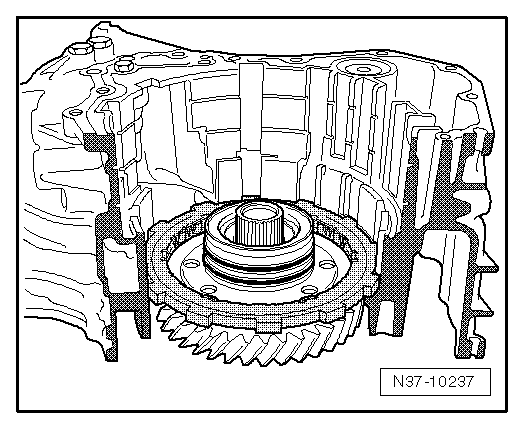
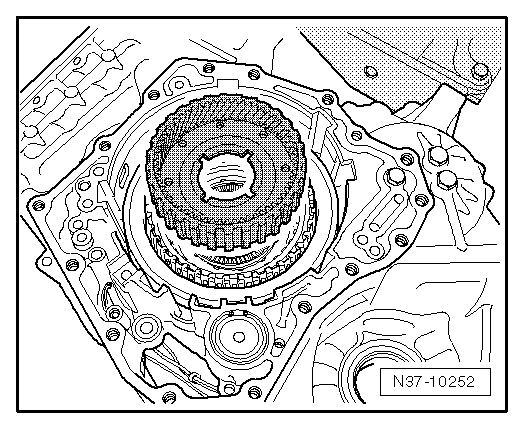
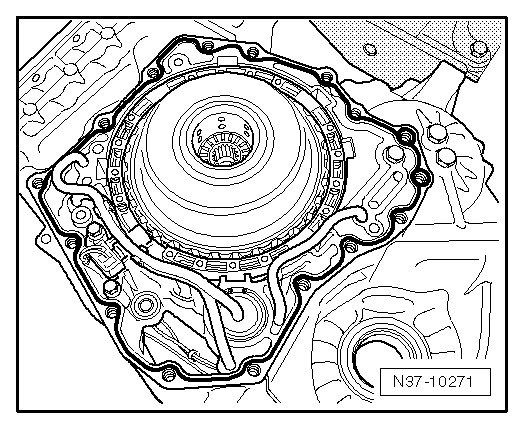
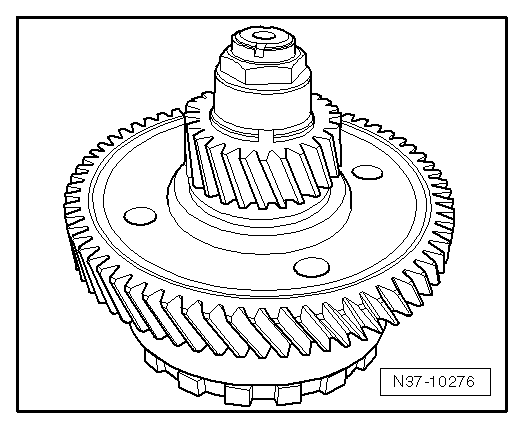
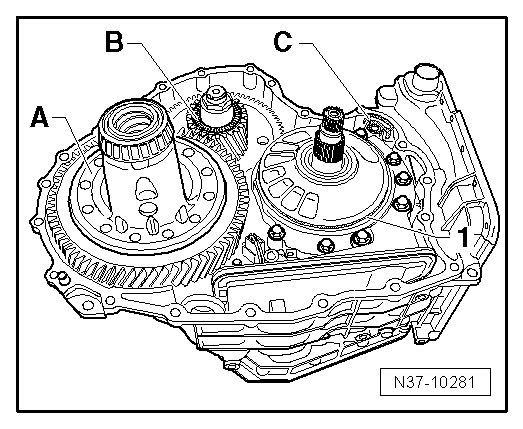
| The entire gearbox is shown here. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Note!
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Note!
|
|
|
|
|
|