| t
| On fitting split pins, the expansion groove should be facing the direction of power transmission. |
| t
| Always loosen and tighten nuts and bolts on covers and casing in diagonal sequence. |
| t
| When dealing with particularly delicate parts, such as the slide box, always loosen and tighten the bolts in a diagonal sequence, gradually and in stages. |
| t
| Tightening torques for nuts and bolts not coated with oil are indicated. |
| t
| Always replace any self-locking nuts and bolts. |
| t
| Bolts with torque and stretch specifications must always be renewed. |
| t
| Clean screw threads impregnated with locking paste using a wire brush. Then insert the screws with -AMV 185 100 A1-. |
| t
| The bolts and nuts of all threaded joints will be waxed when fitted (if specified). |
| t
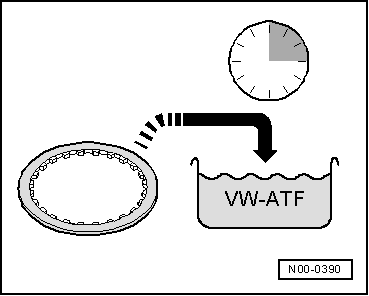
| Partially lubricate all the gearbox bearings with ATF before fitting. |
| t
| Fit new roller bearings as supplied, without lubrication, especially the conical ones. |
| t
| Fit axial needle bearings in the correct position. |
| t
| Bearings corresponding to the same shaft will be all replaced together, especially if they are conical. If possible, use parts from the same manufacturer. |
| t
| Do not mix up the inner and outer rings of the same size bearings. The bearings come in matched pairs. |
| t
| Heat the inner roller bearing ring to 100 °C before press fitting. |
| Remove the outer rings of the roller bearings or the bearing bushes as follows: |
| –
| Measure (if possible) the internal diameter of the external ring of the roller bearing or the bearing bush. |
| –
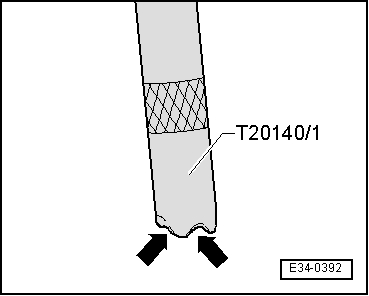
| Select the correct clamp from the tool set according to: |
| If the diameter measured is less than 30 mm: |
| –
| Fit the plunger for small clamps/10 and the correct clamp for internal diameters. |
| If the diameter measured is more than 30 mm: |
| –
| Fit the plunger/28 and the claw /29 for the internal diameters. |
| –
| Screw the nut /5 and washer on the plunger. |
|
|
|
 Note!
Note!