
XL-7 2WD V6-3.6L (2007)
NOTE:
^
If the valve seat width, roundness or concentricity is beyond specifications, you must grind the seats in order to ensure proper heat dissipation and
prevent the build up of carbon on the seats.
^
It is necessary to reface the valve if seat reconditioning is required unless a new valve is used.
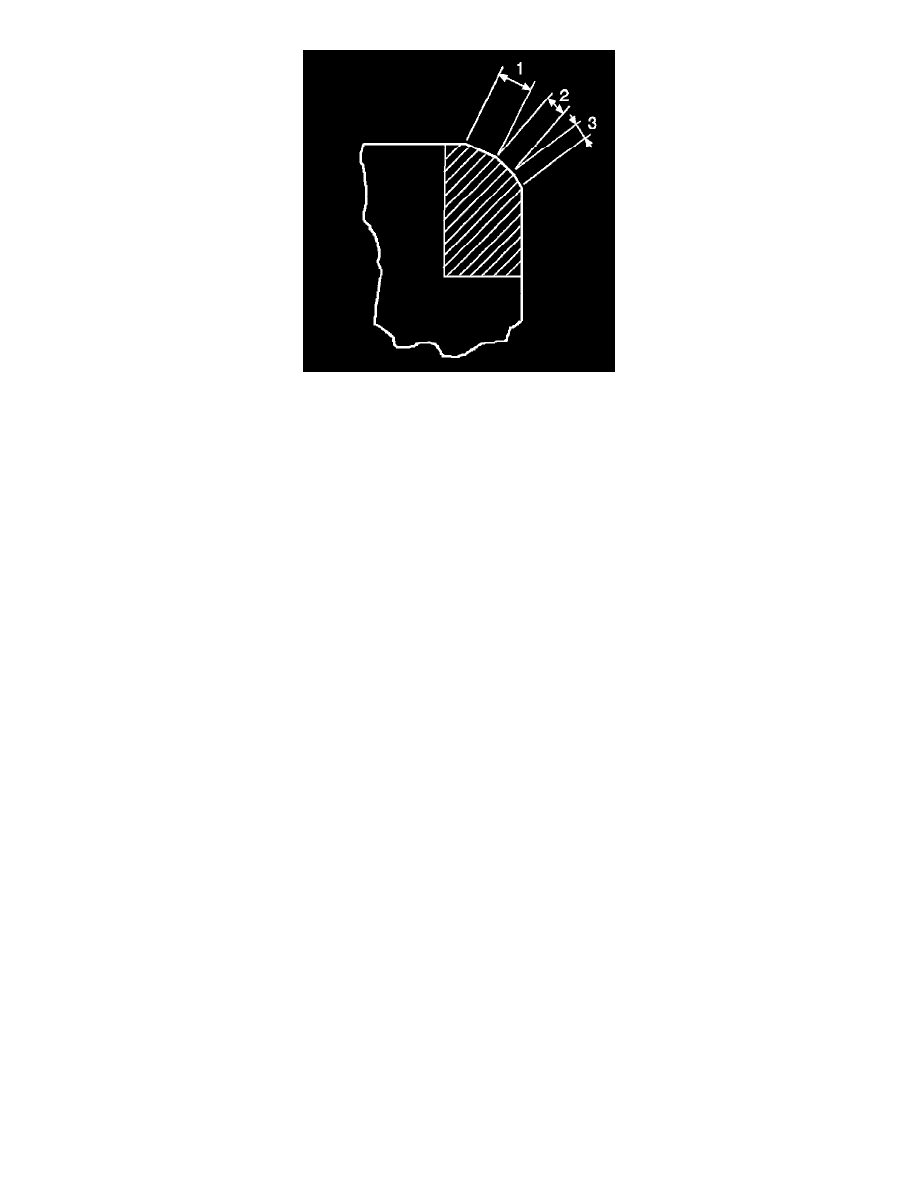
1. Grind the valve seats (2) to the proper angle specification listed in, [Engine Mechanical Specifications].
2. Using the proper angle specification listed in [Engine Mechanical Specifications], grind, relieve, the valve seats (1) to correctly position the valve
seating surface (2) to the valve.
3. Using the proper angle specification listed in [Engine Mechanical Specifications], grind, undercut, the valve seats (3) to narrow the valve seat
widths to the specifications listed in [Engine Mechanical Specifications].
4. If the original valve is being used, grind the valve to the specifications listed in 1. [Engine Mechanical Specifications]. Measure the valve margin
again after grinding using the Valve Margin Measurement Procedure. Replace the valve if the margin is out of specification. New valves do not
require grinding.
5. When grinding the valves and seats, grind off as little material as possible. Cutting valve seat results in lowering the valve spring pressure.
6. Install the valve in the cylinder head.
^
If you are using refaced valves, lap the valves into the seats with a fine grinding compound. The refacing and reseating operations should leave
the refinished surfaces smooth and true so that minimal lapping is required. Excessive lapping will groove the valve face and prevent a good
seat when hot.
NOTE: Be sure to clean any remaining lapping compound from the valve and seat with solvent and compressed air prior to final assembly.
^
If you are using new valves, do not lap the valves under any condition.
7. After obtaining the proper valve seat width in the cylinder head, you must re-measure the valve stem height using the Valve Stem Height
Measurement Procedure.
8. If the valve stem height is acceptable, test the seats for concentricity using the Valve-to-Seat Concentricity Measurement Procedure.
Valve Stem Height Measurement Procedure