|
Valve guide, ream
Special service tools required:
Reamer set KM-515, reamer set KM-664, reamer set KM-805, reamer
set KM-831, reamer set KM-961, reamer set KM-6022.
|
 Measure
Measure
Preconditions: The valve guide and valve are measured. Valve
stem play is determined. See "Valve stem play, determine". 
Caution
Valve oversizes may already be fitted in production.
 Inspect
Inspect
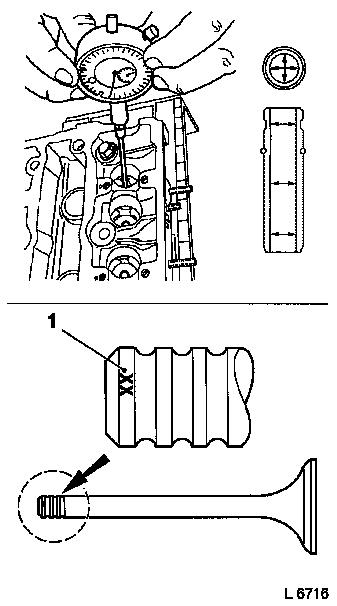
Oversize identification:
Markings (code numbers/letters) are located on valve guide and
valve stem end.
The oversize identifications (1) can be found in the "Technical
Data".
|
|
Survey of relevant reamers:
|
Valve guide diameter in mm
|
5 mm
|
6 mm
|
7 mm
|
8 mm
|
|
0.012
|
|
KM-6022
|
|
|
|
0.053
|
|
KM-831-1
|
|
|
| |
|
X 25 DT only
|
|
|
|
0.068
|
|
KM-831-2
|
|
|
| |
|
X 25 DT only
|
|
|
|
0.075
|
KM-961
|
KM-805
|
KM-664-1
|
KM-515-1
|
|
0.150
|
|
|
KM-664-2
|
KM-515-2
|
|
0.250
|
|
|
|
KM-515-3
|
|
Caution
Reamers have a left-hand twist and must always be screwed both
in and out clockwise. Never turn the reamers backwards
(anti-clockwise). The shavings produced during material removal
would become trapped and destroy the cutting edges.
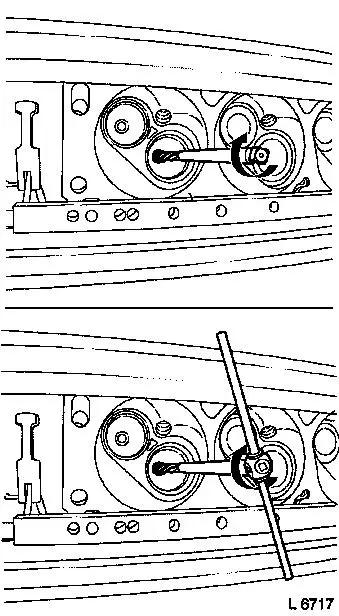
Procedure
Ream valve guide from upper side of cylinder head to next
oversize.
Screw reamer evenly into the valve guide exerting light
pressure. Visually inspect the valve guide after reaming (chatter
marks). The old identification must be obliterated (if present),
and a new identification must be embossed.
 Clean Clean
Residual material must be removed from the valve guides and
cylinder head after working.
|
|
|
