Specification for welded, brazed and riveted joints
Specification for welded, brazed and riveted
joints
Important: Please
also pay attention to: Body repair using structural adhesive ,
Equipment recommendations for resistance spot welding machines and
Equipment recommendation for MIG brazing !
Significant changes to the vehicle design lead to new joining
techniques in bodywork production.
Significant changes in the manufacturing process generally
result from:
The use of pre-painted sheet metal to increase corrosion
protection
The use of higher strength and highest strength sheet metal to
increase body rigidity/impact safety while at the same time
reducing vehicle weight.
Joining techniques recently introduced in bodywork production
include:
Laser-welded vehicle roof
Gas-shielded MIG brazing
These new joining methods must be applied/adapted to the special
requirements of Service based on the new material quality and
joining techniques so as to ensure professional bodywork
repair.
1. General information
The specifications named below must be followed.
Failure to do so could lead to component damage, such as
corrosion or structural damage, at the repaired area.
1.
Before the start of work, a test weld/brazing is to be carried
out on the area to be repaired (similar to a sample paint spray
test ). This is done by subjecting a sample of the relevant panel
joint to a test weld/brazing and seam check.
The sample panel must come from the vehicle to be repaired or be
a new part.
2.
Structural seams (e.g. butt seam upon part replacement in the
area of the front frame) are to be sealed with body sealant after
priming. Before installing closure plates, make sure that corrosion
protection is applied to areas such as the rear plate and weld
seams in cavities. Inaccessible cavities are to be sealed as
well.
Cavity sealling after painting is mandatory.
3.
The configuration of the welded and brazed joints for metal
service parts sometimes differs from the seam configuration or
joint specification used in production due to the different joining
methods and joining order.
For example, slots must be made in certain service parts or body
sections in order to create the joint.
For these such cases, the Service Literature explicitly
specifies the configuration of the joint.
4.
For certain joining methods or seam geometries, it may be
necessary to attach a reinforcing plate at the location of the
joint. This plate serves to ensure a high-quality connection that
has the same structural properties as a new part.
The reinforcing sheet metal is to be taken from the new part
remnant or from the component of the sheet metal to be repaired.
The Service Instructions provide information on the configuration
and connection to be used for the reinforcing sheet metal.
In order to prevent structural breaches, the corners and edges
of the reinforcing pate are to be deburred and bevelled.
5.
For structural seams (e.g. butt seams upon part replacement at
the front frame), the deck/root seam must not be ground or
smoothed. Reason: structural breach of the component upon grinding,
notching or heat, uncontrolled reduction in metal thickness.
6.
Specific welding/brazing parameters are to be set for the
individual seam areas based on equipment version.
This information is to be taken from the equipment
manufacturer's documentation.
7.
Should a resistance spot welding spot require special settings,
such is indicated by entering SPP in field 5!
Settings can be found in the parameter lists of the recommended
equipment manufacturers.
Recommended manufacturers can be found in the newsletter.
8.
No spot weld primer is to be used at joints when using
gas-shielded welding methods, such as MAG welding and MIG brazing.
Reason: reduction of seam quality through gas emission, causing
pore formation, which reduces the strength of the seam.
9.
Rivets are only to be used on metal body parts in combination
with the adhesive sealing system.
Only waterproof, stainless steel rivets are allowed to be used.
Use of aluminium rivets instead of steel is not permitted due to
corrosion and insufficient strength.
For further information, see the Service Instructions.
2. Method description
1.
Resistance spot welding
A constant, high welding current and contact pressure of the
welding pliers is required to attach high-strength, coated sheet
metal. Satisfactory spot quality cannot be expected with
conventional spot welding machines and welding pliers due to the
differing power and compress air supplies available at various
dealers.
The latest generation of spot welding machines (e.g.
mid-frequency spot welding machines) have great advantages in this
respect. The spot welds produced by these spot welding machines are
of the same quality as those specified by the manufacturer for
bodywork production.
2.
MAG (Metal Active Gas) welding
The MAG welding method has many applications when it comes to
joining sheet metal, especially for uncoated and low alloy sheet
metal.
MAG welding properties include:
Seam temperature of approx. 1500°C
higher zinc burning
The outgassing of the zinc coating can lead to instable arcs
and pores in the weld seam
Base material is superficially fused
Structural change in the base material in the area of the weld
seam
Due to the particularities of the MAG-welding process, the
connection area can have more or less pronounced weaknesses. These
depend primarily on the type of coating and its thickness, as well
as on the physical properties of the base material. For this reason
it is essential to apply the MAG-welding process only in the areas
specified in the Service Instruction.
Note: The exact mode
of procedure and areas of application can be taken from the
appropriate Operations on TIS.
3.
MIG (Metal Inert Gas) brazing
MAG brazing offers a number of advantages when joining
high-strength, coated sheet metal.
Minimal heating (seam temperature approx. 950 °C)
Minimal zinc melting loss
Seam is protected against corrosion
Base material is not superficially fused
No structural change in the base material
Good gap bridging
Thus, MIG brazing is suitable for joining high-strength, alloyed
steel without changing its physical material properties.
4.
Rivets
The riveting technique is suitable as an additional joining
technique in bodywork repair as an alternative to resistance spot
welding. Rivets are always used in combination with the adhesive
sealing system.
Use only Opel-approved, waterproof steel rivets for repairing
metal body parts.
1
Steel rivet, e.g.: part no. 93 174 636
Rivet head length: 12 mm
2
Bore diameter: Ø 4.1 mm
3. Technical specifications
Note: MAG welding
must comply with guideline QT 001131.
MIG brazing must comply with guideline GME7834.
Spot welding operations must comply with guideline QT
001130.
The most recently updated version of the guidelines is to be
applied.
The guidelines can be requested from the following address
(subject to a fee):
IHS (Information Handling Service) GmbH
Fraunhoferstr. 22
D – 82152 Martinsried Germany
Telephone:
+49 (0) 89 89 52 69 0
Fax:
+49 (0) 89 89 52 69 99
www.ihsinfo.de
4. Seam forms
1 -
Resistance spot welding
2 -
Plug spot welding
I
overlapped
II
offset
1
10-20 mm (depending on plug Ø)
2
Ø 6 mm for sheet metal up to 1.0 mm
Ø 8 mm for sheet metal up to 2.0 mm
3
30-40 mm plug weld spacing
3 -
Quilting seam spot welding / spot brazing
I
overlapped
II
offset
1
10-14 mm
2
3-5 mm
3
30-40 mm
4 -
MIG brazing - slot
I
overlapped
II
offset
1
At least 15-20 mm (depending on slot size)
2
See 4.1 Slot sizes
3
Spacing and number of slots (see specification in Service
Instruction)
4.1 -
Slot sizes
I
5x18 mm slot (sheet metal thickness up to 0.8 mm)
6x20 mm slot (sheet metal thickness 0.8 to 1.2 mm)
8x24 mm slot (sheet metal thickness over 1.2 mm)
II
6x8x20 mm slot with pre-drilled spot welds (0.8 to 1.2 mm sheet
metal)
5 -
Full seam
I
Butt-welded joint
II
overlapped
III
offset
6 -
Full seam, interrupted
I
overlapped - one side
II
overlapped - both sides
7 -
Rivets/resistance spot welding together with
structural adhesive
I
Flange length (1) <= 50 mm
Quantity: 1
in centre of flange
II
Flange length (1) 50 mm <= 150 mm
Quantity: 2
Distance (2) even distributed from the centre of the flange
Distance to edge (3) max. 20 mm
III
Flange length (1) > 150 mm
Quantity based on component
Spacing (2) 150 mm
Distance to edge (3) max. 20 mm
7.1 -
Rivet lengths and areas of application
Rivet length
Rivet diameter
Clamping area (sum total of sheet thicknesses to be
joined together)
Part no.
Catalogue no.
8 mm
4 mm
1.5 - 3.0 mm
93184033
1 84 983
9.5 mm
4 mm
3.0 - 5.0 mm
93184034
1 84 984
12 mm
4 mm
6.5 - 8.5 mm
93174636
1 88 890
5. Explanation of designations for joining
techniques
Techniques:
Abbreviation
Description
Description (English)
RP
Resistance spot welding
Resistance spot welding
SG
Schutzgas-Schweißen
Gas-shielded arc welding
MSG
Metall-Schutzgas-Schweißen
Gas metal arc welding
MAB - S
MAG-Schweißverfahren
MAG welding
(Schweiß-Zusatzwerkstoff auf Stahl-Basis)
(Steel-based welding wire material)
MIG - L
MIG-Lötverfahren
MIG brazing
(Löt-Zusatzwerkstoff auf Kupfer-Basis)
(Copper-based brazing wire material)
SMA
Struktur-Kleben, Metall
Structural metal adhesive
RIV
Nieten mit wasserdichten Stahlnieten
Use of waterproof steel rivets
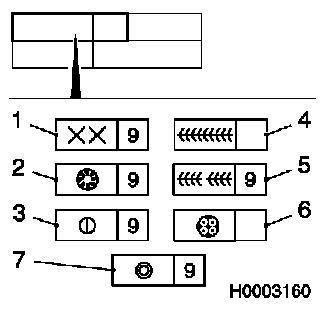
6. Symbols
The symbols are divided into the following information
specifications:
1.
"Seam form" field
2.
"Seam quantity" field
3.
"Seam length" field
4.
"Welding method" field
5.
Welding/brazing wire material or SPP
1. "Seam form" field
2. "Seam quantity" field
1.
Resistance spot welding (e.g. 9 for quantity)
2.
Plug spot welding, gas-shielded arc welding (e.g. 9
for quantity) slot brazing, gas-shielded brazing (e.g. 9 for
quantity)
3.
Quilting seam spot welding/spot brazing with sheet
metal overlap, gas-shielded arc welding and gas-shielded brazing
(e.g. 9 for quantity)
4.
Full seam, gas-shielded arc welding and
gas-shielded brazing
5.
Full seam, interrupted, gas-shielded arc welding
(e.g. 9 for quantity)
6.
Structural metal adhesive (adhesive, part no. 93
160 535)
7.
Rivets (steel rivets, part no. 93 174 636, e.g. 9
for quantity)
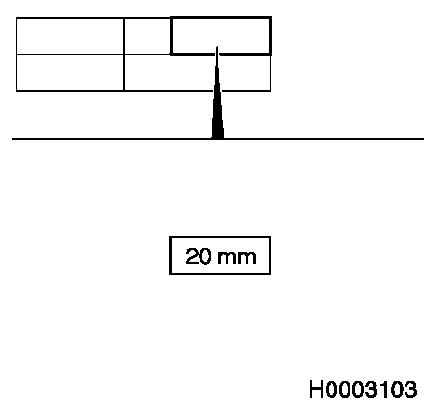
3. "Seam length" field
Example for seam length:
1.
Seam length is always specified with measurement
and unit (mm).
2.
The minimum seam length (lower limit) for appling a
full seam is always to be set to 15 mm.
3.
The following apples to plug welds:
3.1.
Seam length is not applicable, i.e. the seam length
is always matches the shape of the round hole or slot.
3.2.
The hole must be completely filled, i.e. the seam
must completely cover the hole.
3.3.
In the event of top bead depression, rewelding is
required (thickness of the seam)
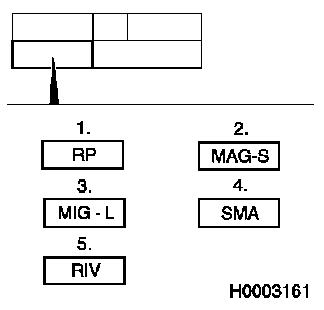
4. "Joining method" field
1.
Resistance spot welding
2.
MIG/MAG welding
3.
Gas-shielded MIG brazing
4.
Structural metal adhesive
5.
Rivets
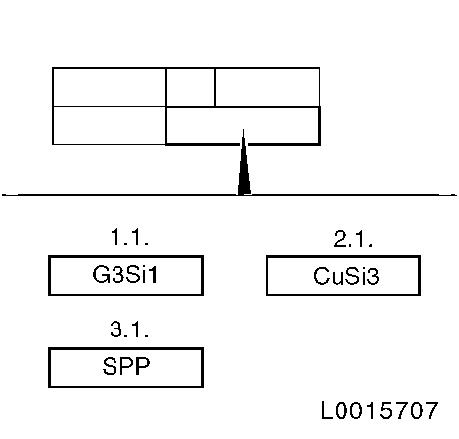
5. "Welding/brazing wire material" or "special programs for
resistance spot welding" field
1.
MAG welding
1.1.
G3Si1, Ø 1 mm wire diameter, for low alloy
steel. Shielding gas: argon/CO2 mixture (e.g. 92% Ar / 8% CO2)
2.
MIG brazing
2.1.
SG – CuSi3, Ø 1 mm wire diameter (part
no. 93 180 983). Shielding gas: Argon (quality min. 4.6)
3.
Resistance spot welding
3.1.
Special parameter program (SPP) or Pre Spot
Operation (PSO) for resistance spot welding
Note: The
welding/brazing wire material must be specified!
Welding/brazing wire material is to be selected based on the
quality of the sheet metal at the area to be repaired.
6. Coding example
Full seam, interrupted, 9 seams
Seam length 20 mm, MIG
Gas-shielded brazing, CuSi3 wire
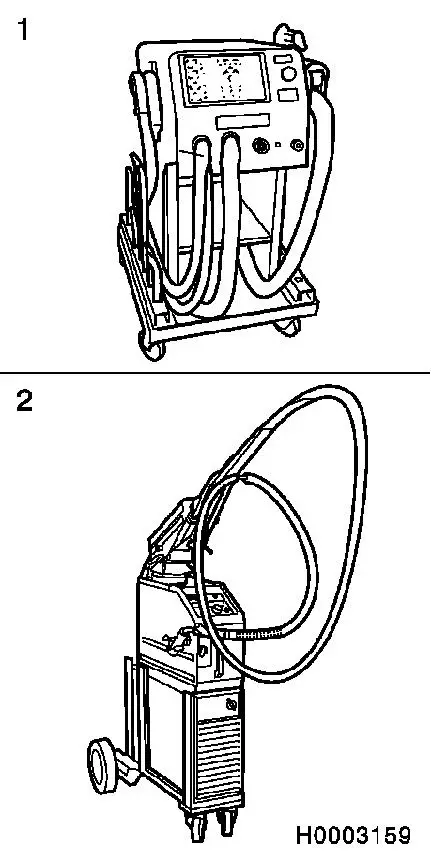
7. Commercially available equipment
1.
Resistance spot welding machine
2.
Gas-shielded welding equipment for
2.1.
MIG brazing
2.2.
MAG welding
Note: The equipment
recommended by Opel/Vauxhall can be taken from the newsletter, or
from the links mentioned above.
Note: The maximum
electrode arm length (plier separation) for resistance spot-welding
when using X or scissor pliers is 400 mm.