
Inspecting Main Bearing Caps and Saddles for 300Tdi Engine Overhaul
ENGINE
OVERHAUL
59
Crankshaft - regrinding
NOTE: Crankshaft journals may be
reground to the following dimensions.
Main bearing journals = 63.225 to 63.237 mm
Big-end bearing journals = 58.475 to 58.494 mm
CAUTION: Rotation of crankshaft must be
in an ANTI-CLOCKWISE direction when
viewed from flywheel end of crankshaft.
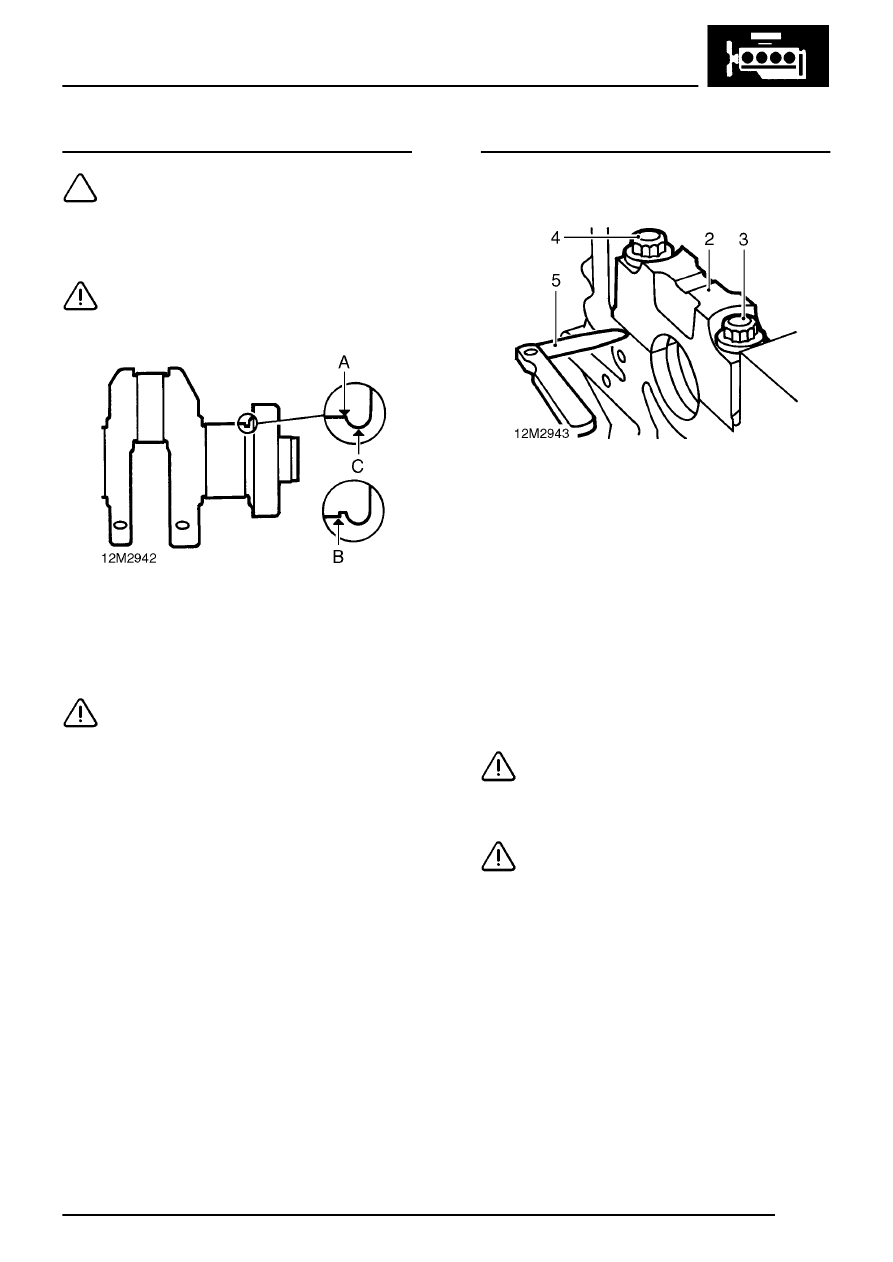
1. Grind journals ensuring that grinding wheel
travels beyond edge of journal A to avoid
formation of a step B.
CAUTION: Take care not to damage fillet
radius C.
2. Final finishing should be carried out using a
static lapping stone with crankshaft rotating in
a CLOCKWISE direction when viewed from
flywheel end of crankshaft.
3. On completion of grinding operations,
thoroughly clean crankshaft ensuring that all oil
passages are clear.
Main bearing caps and saddles - inspection
1. Ensure main bearing cap bolts and bolt holes
are clean and dry.
2. Fit each main bearing cap less bearing shells
to its correct location ensuring that direction
marks on cap are facing the correct way.
3. Fit and tighten each pair of main bearing cap
bolts to 133 Nm.
4. Slacken the bolt on one side of each main
bearing cap.
5. Using feeler gauges, check that there is no gap
between each main bearing cap and saddle on
the side of the cap with the slackened bolt.
6. If a gap exists, replace main bearing cap and
re-check.
7. If gap still exists, cylinder block must be
replaced.
CAUTION: Do not attempt to machine
main bearing caps or saddles.
8. Remove main bearing caps.
CAUTION: Keep main bearing cap bolts
with their respective caps.