
Freelander Panel Repairs: Service Procedures for Effective Repairs
PANEL REPAIRS
77-2-24 PROCEDURES
7. Always use MIG plug welds where excessive
metal thickness or limited access make
resistance spot welding impractical. Make plug
welds either by using holes left by the spot weld
cutter, or through holes punched and drilled for
the purpose, approximately 8mm (0.134 ins)
diameter.
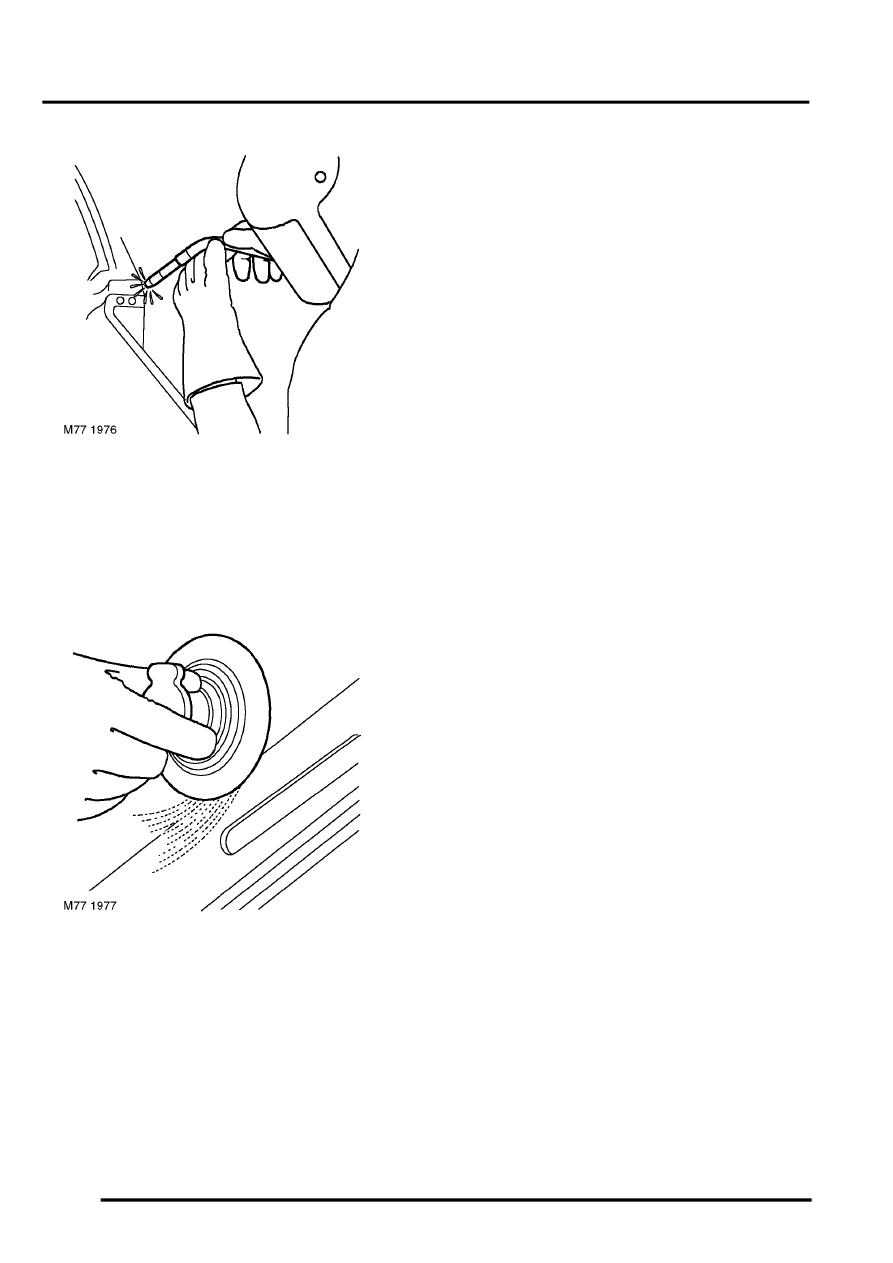
8. Dress all welds using either a sander with 36
grit disc, or a belt-type sander and/or wire
brush. When dressing welds ensure an area as
small as possible is removed to protect the zinc
coating.