
LT230 Transfer Box
TRANSFER BOX
44
OVERHAUL
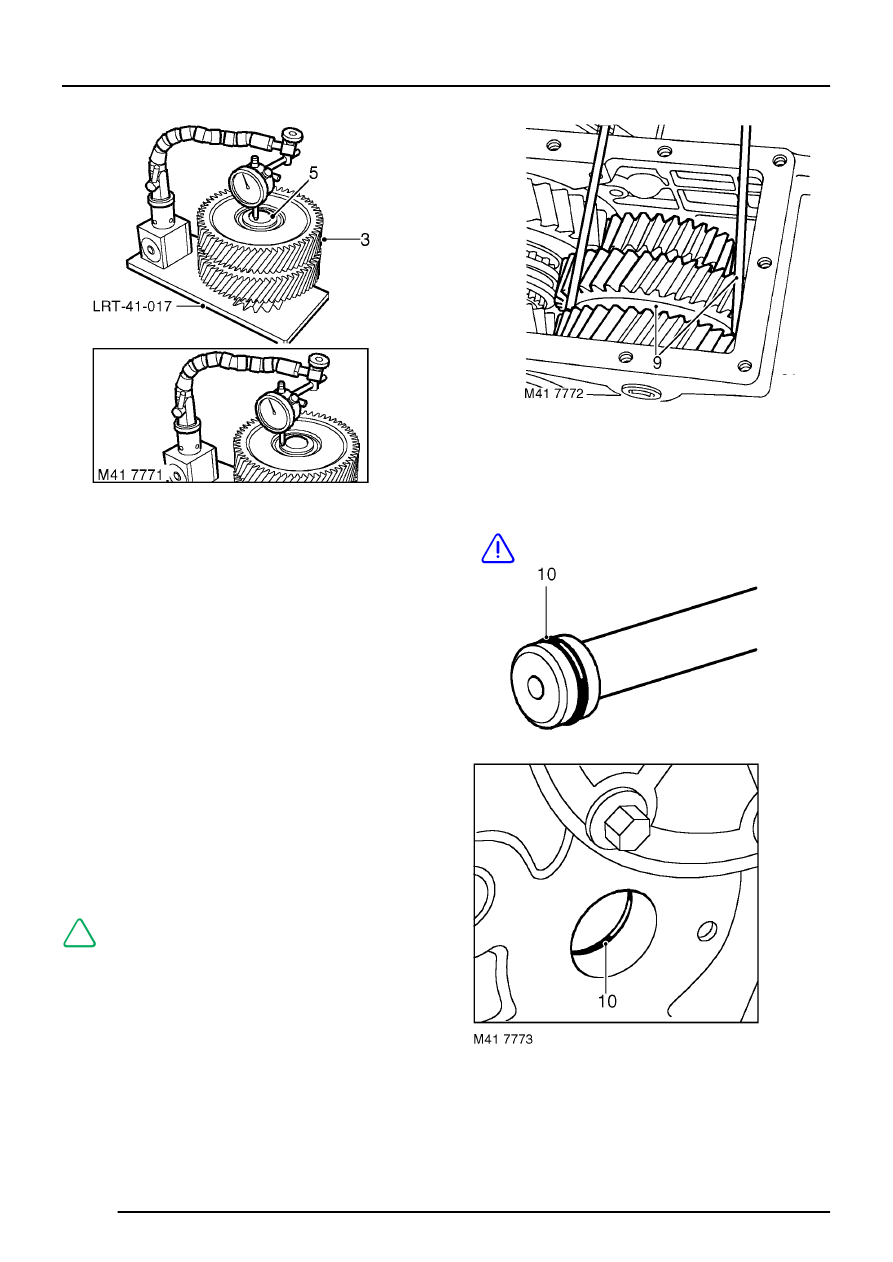
3. Fit bearing inner track ’A’ on to tool post
ofLRT-41-017 and position intermediate gears
on to bearing ’A.’
4. Fit bearing inner track ’B’ to intermediate
gears, apply finger pressure to bearing inner
tracks and rotate gears 5 to 10 turns to settle in
bearing rollers.
5. Attach a DTI to base of LRT-41-017, zero
gauge on top of tool post and take 2
measurements at 180
°
of the step height
between the top of the tool post and the inner
track of the bearing, take an average of the 2
readings and record this as measurement ’C’.
Measurement ’C’ should be in the range of
0.15 to 0.64mm (0.006 to 0.025in).
6. Using the formula 103.452mm (4.0729in) - ’A’ -
’B’ - ’C’ calculate the length of bearing spacer
required. From the result of the calculation
round DOWN to the nearest length of spacer
available to give a correct bearing pre-load of
0.05mm (0.002in).
NOTE: There are 40 selective spacers
available ranging in length from 58.325mm
(2.296in) to 59.300mm (2.335in) in
increments of 0.025mm (0.001in).
7. Remove intermediate gear assembly from
LRT-41-017.
8. Lubricate and fit bearings and selected spacer
to intermediate gears.
9. Wrap a suitable length of wire around
intermediate gears and using assistance, lower
gears into main casing ensuring that they are
meshing with input and differential gears.
CAUTION: Do not remove wire at this
stage.
10. Lubricate new ’O’ rings with recommended oil
and fit to intermediate shaft and main casing.