PB 150 V8-318 5.2L VIN T 2-BBL (1983)
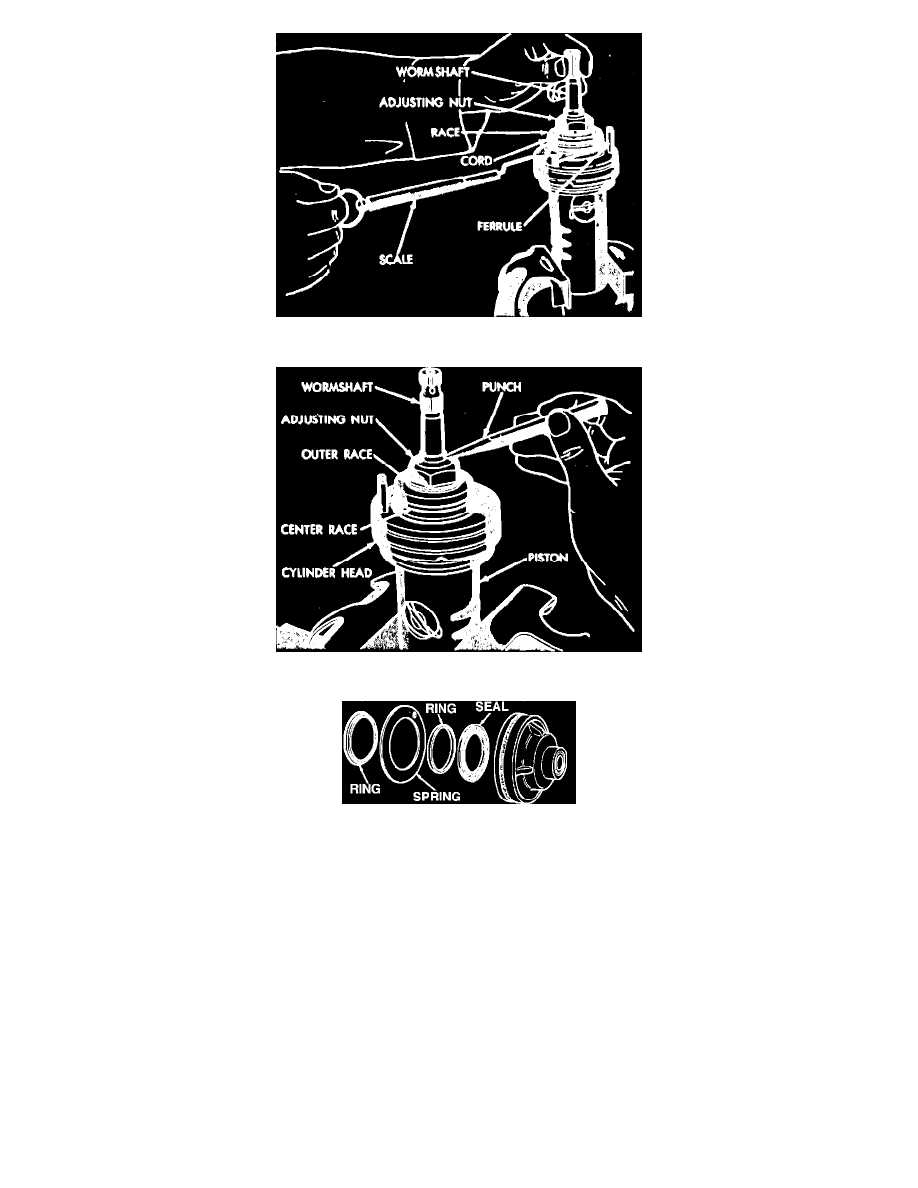
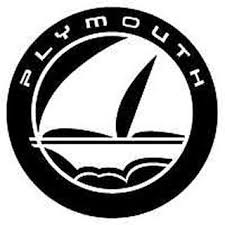
Fig. 7 Center bearing preload check
Fig. 8 Staking worm shaft bearing adjustment nut
Fig. 9 Installing reaction seal & O-ring
8. With worm shaft in retained position as described in step 6, loosen adjusting nut, then place several rounds of cord around center bearing race.
Make a loop in one end of cord, then attach a spring scale to loop. Pull cord using spring scale, which will cause bearing race to rotate. Tighten
worm bearing adjusting nut while pulling on scale until a reading of 16 to 24 ounces is obtained while race is turning.
9. With worm shaft in retained position as described in step 6, stake upper part of worm shaft adjusting nut into knurled area of shaft, then hold a 1/4
inch flat end punch on center line of worm shaft end at a slight angle. Strike punch, then check preload. If adjusting nut moved during staking
operation, correct by striking with a glancing blow in direction required to regain proper preload. If proper preload was obtained, stake locknut in
three more locations 90° apart. Test for proper staking by applying 20 ft lb of torque in each direction on locknut. If movement does not occur,
staking is satisfactory.
10. Position spacer assembly over center race, engaging race slot with dowel pin and spacer slot over cylinder head ferrule. Ensure valve lever hole
in center bearing race is aligned with center spacer.
11. Install upper reaction ring on center race, then the spacer with flange down against spacer.
12. Install upper reaction spring over reaction ring with cylinder head ferrule through hole in reaction spring.
13. Install worm balancing ring inside upper reaction ring without flange, then apply a suitable lubricant to ferrule O-ring and insert into groove on
cylinder head ferrule.
14. If oil seal was removed from housing head, install new seal using tool No. C-3650, ensuring lip of oil seal faces bearing and seal is driven inward
until tool bottoms on support.
15. Apply a suitable lubricant to reaction seal, then insert into groove on face of housing head with flat side of seal out. Install housing head O-ring.