|
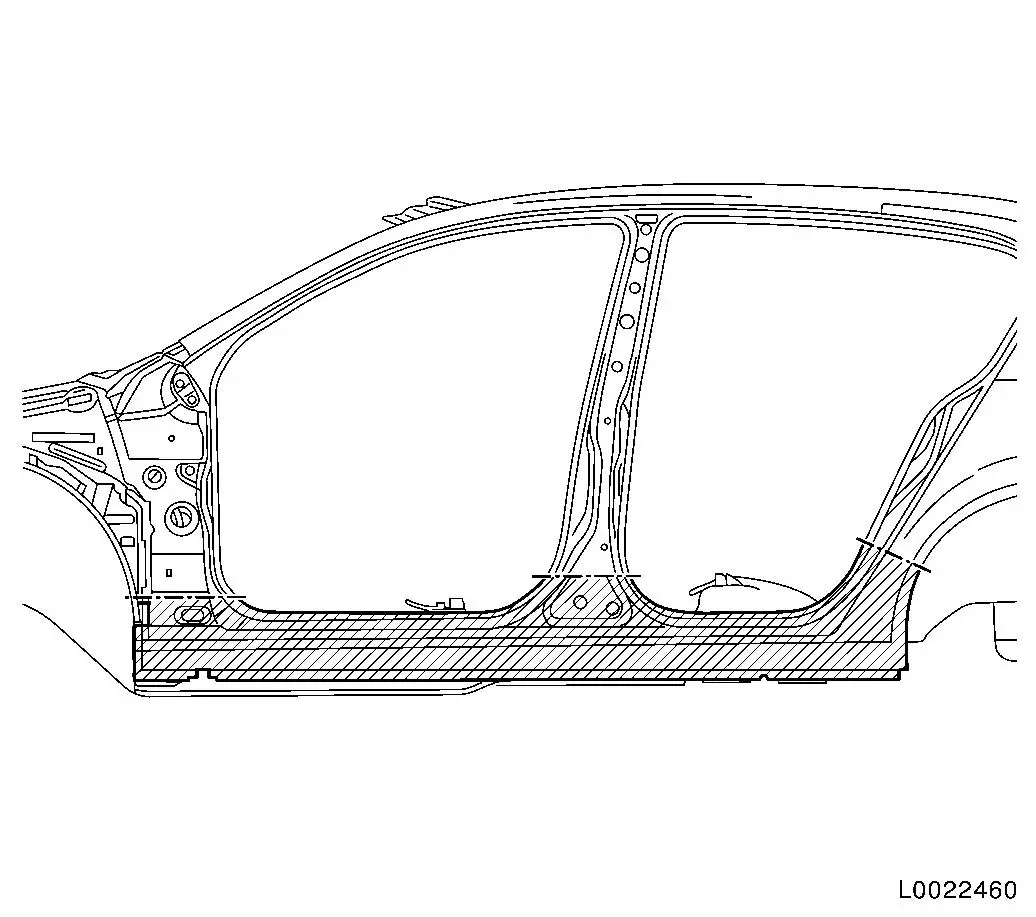
Replace sill panelling complete (models L35, L48,
L69)
Important: Note
specification for welded, brazed and riveted joints  and body repair
with structural adhesive ! and body repair
with structural adhesive !
Important: Observe
SPP, PSO welding parameters for resistance spot welding! See TIS
Newsletter for equipment recommendations!
 Remove Remove
| 1. |
Detach attaching parts
|
|
| 2. |
Detach and drill away sill panelling
|
|
 Install
Install
|
| 3. |
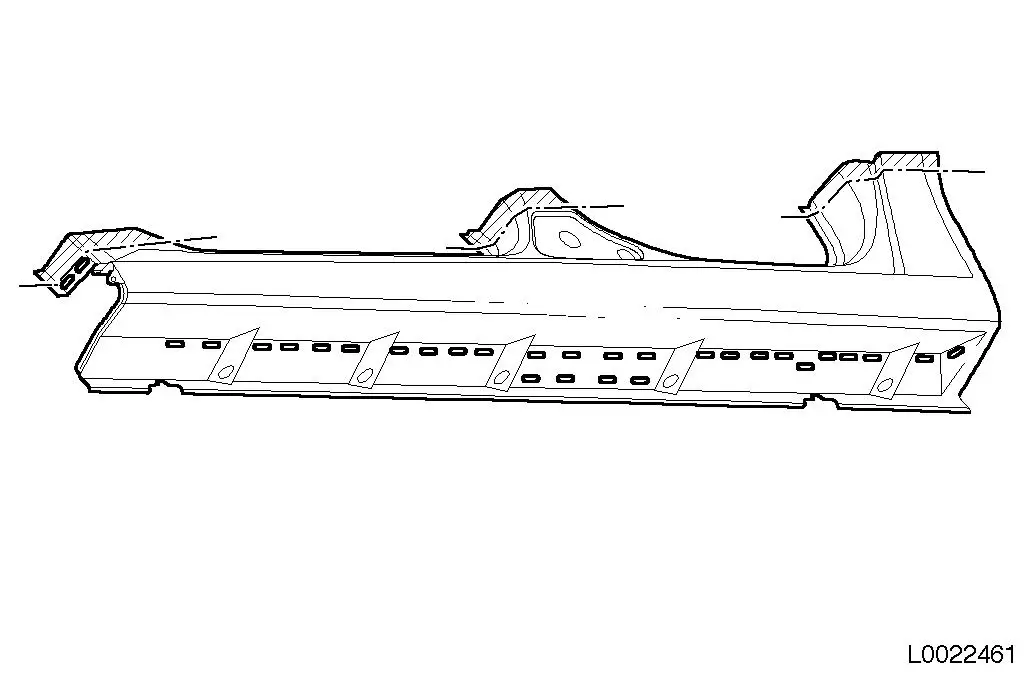
Prepare new sill panelling
| • |
Incorporate 30x (5x18 mm)
slots
|
|
|
|
| 4. |
Apply corrosion protection adhesive system
|
|
| 5. |
Adjust new sill panelling to fit
|
|
| 6. |
Weld in sill panelling
|
|
|
| 7. |
Weld in front sill panelling and MIG-braze
|
|
|
| 8. |
Weld in lower sill panelling and MIG-braze
|
|
|
| 9. |
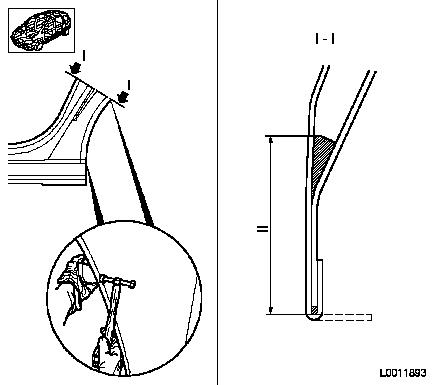
Bend the wheel arch
| • |
Using a suitable hammer, bend over the flanged edge, at the
same time holding a small mallet or block against it.
|
| • |
Bend over flanged edge using bending pliers KM-6396
|
| • |
Apply excess adhesive as a seam seal and corrosion protection
using a spatula or flat paintbrush
| – |
Use structural adhesive in area (II)
|
|
|
|
|
| 10. |
MIG-braze rear sill panelling
|
|
| 11. |
Grind MIG-brazed seams in visible areas to match contour
|
| 12. |
Seal body, weld and brazing seams
Note: Observe corrosion
protection measures for seam seals.
|
| 13. |
Apply underseal.
Note: Observe corrosion
protection measures for PVC protection.
|
| 14. |
Seal cavity
Note: Observe
protective wax corrosion protection measures.
|
|
