
Range Rover P38
12
ENGINE
NEW RANGE ROVER
34
REPAIR
1st oversize valve stem:
Head thickness increase - 0.25 mm (0.01 in)
Identification marks - R1
Head thickness increase - 0.50 mm (0.02 in)
Identification marks - R2
2nd oversize stem:
Head thickness increase - 0.50 mm (0.02 in)
Identification marks - R3
NOTE: Identification marks will be found
adjacent to cotter grooves.
Valve seat - recut
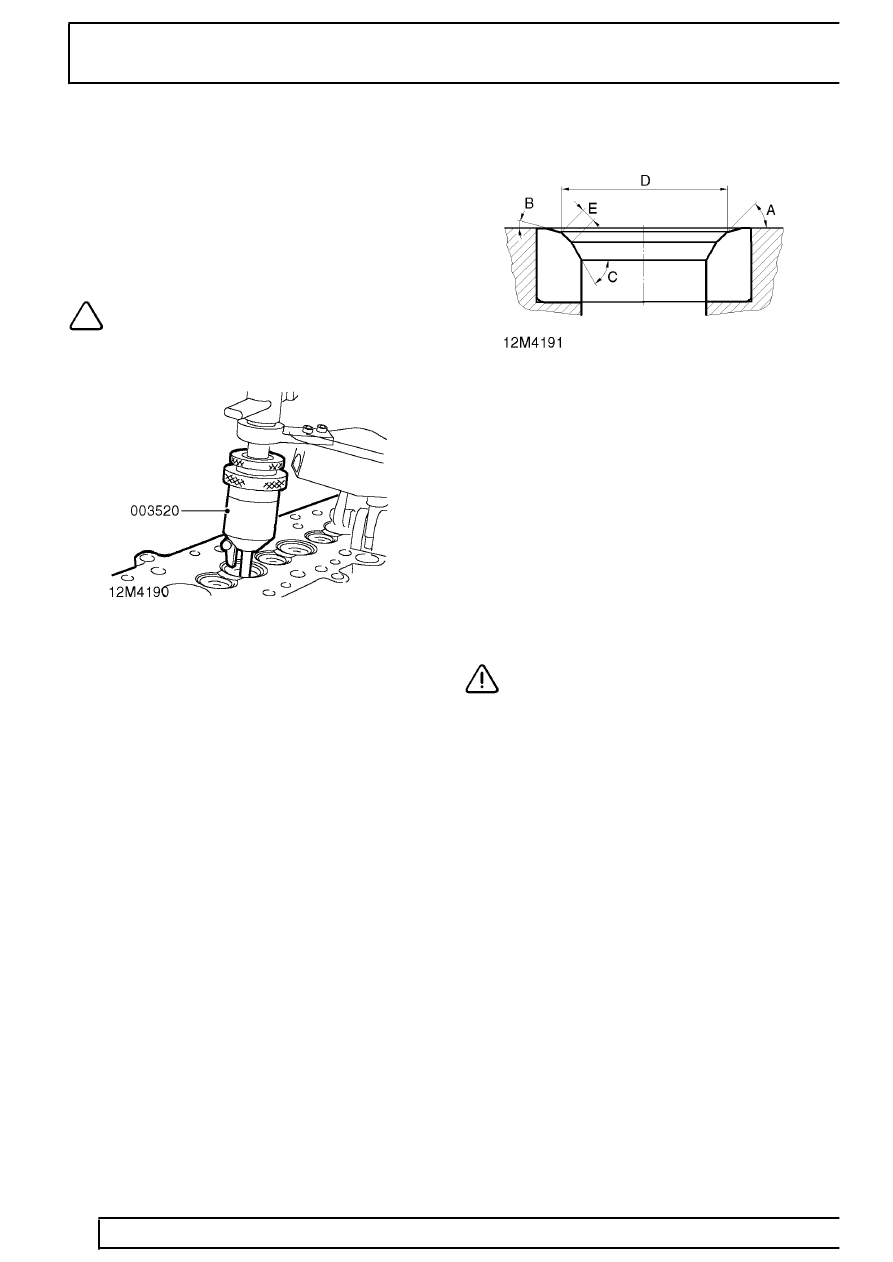
37. Recut valve seats using BMW tool 003520.
Head thickness:
0.25 mm (0.01 in) - Increase depth by 0.25 mm
(0.01 in)
0.50 mm (0.02 in) - Increase depth by 0.50 mm
(0.02 in)
38. Use BMW tool 003580 to obtain specified valve
seat dimensions:
Valve seat angle A = 45
° ±
10’
Correction angle - outside B = 15
°
Correction angle - inside C = 60
°
Seat face outside diameter D:
Inlet valve = 35.5 mm (1.4 in)
Exhaust valve = 30.6 mm (1.2 in)
Valve seat width E:
Inlet valve = 1.75 to 2.25 mm (0.07 to 0.09 in)
Exhaust valve = 2.60 to 2.90 mm (0.10 to 0.11
in)
39. Remove all traces of swarf on completion.
CAUTION: Do not lap replacement valves
to their seats.
Refit
40. Lubricate all components including valve guides
and new valve stem oil seals with engine oil.
41. Insert protective sleeve LRT-12-101 in tappet
bore.