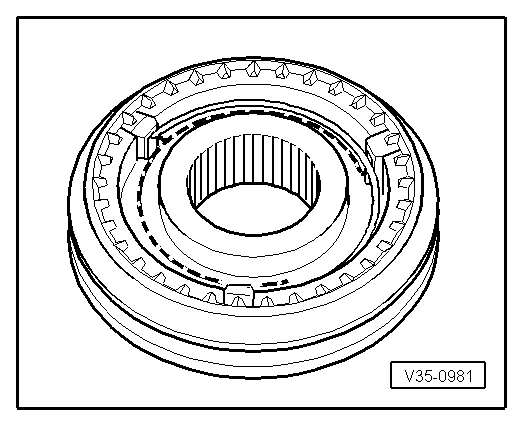
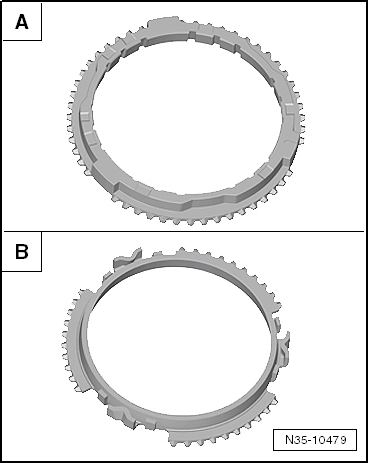
| Check the outer friction surface of the 1st, 2nd and 3rd gear for wear |
| –
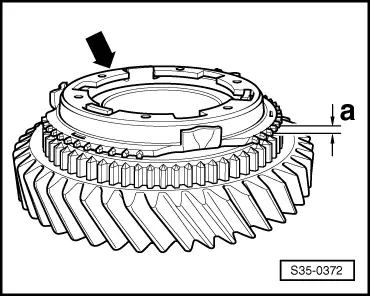
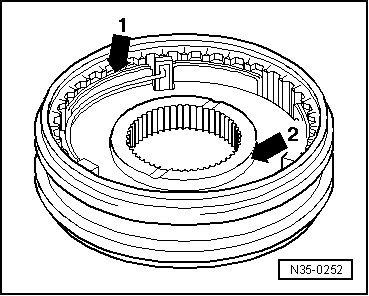
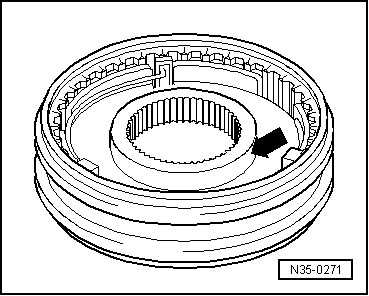
| Check the synchro ring -arrow- on the tyre on the inner friction surface or for an axial indication of wear, replace if necessary. |
| –
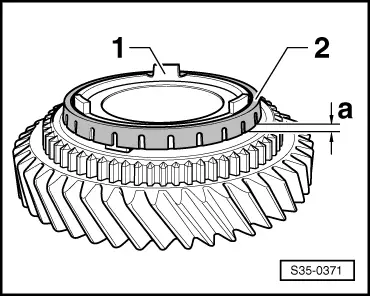
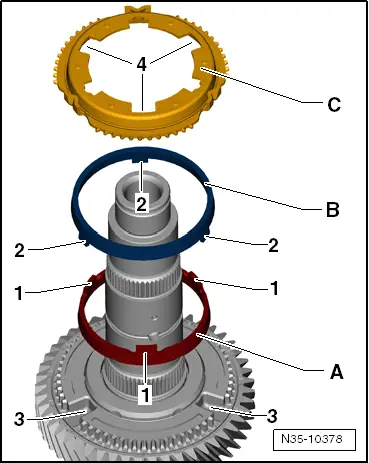
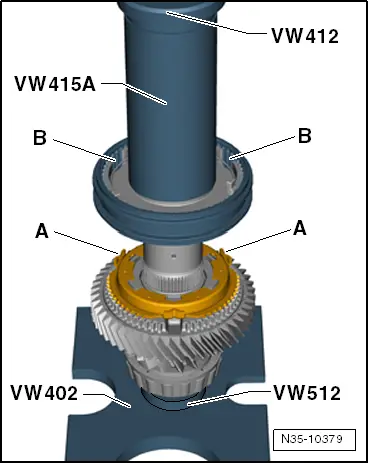
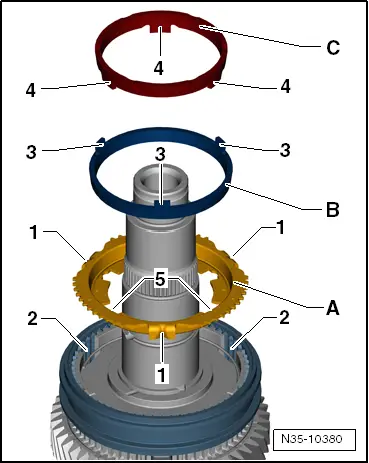
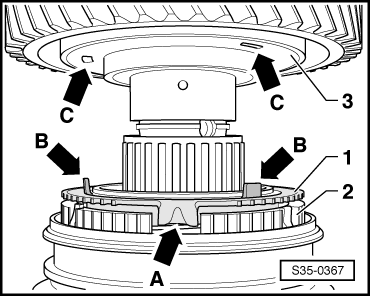
| Fit the inner ring, outer ring and the synchro-ring on the cone of the inner ring. |
| –
| Press the synchro-ring against the outer ring and turn them both to achieve the correct seating. |
| –
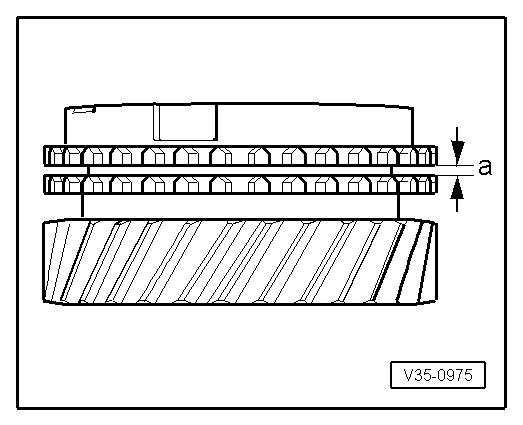
| Measure the clearance gap at 3 points -a- offset by approx. 120° using a feeler gauge. |
| –
| Make a note of average value. |
|
|
|

 Note
Note