
Yeti
 Note
Note| t | When installing new pinions observe the technical data → Chapter. |
| t | Insert all bearings, sliding gears and synchronizer rings onto the drive shaft with gear oil. |
| t | Do not interchange the synchronizer rings, if re-used always assign to the original sliding gear. |
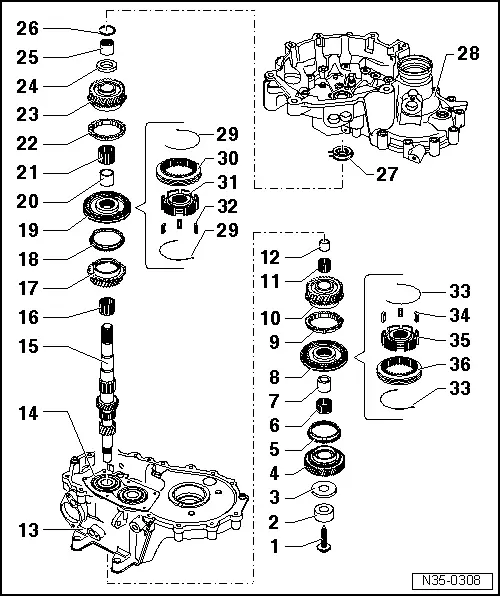
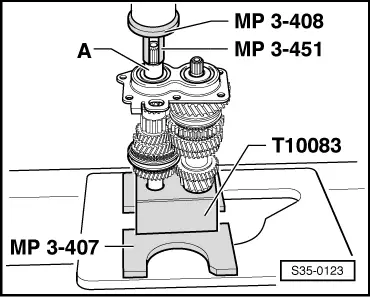
| 1 - | Screw |
| q | removing and installing → Chapter |
| 2 - | Inner ring/cylindrical-roller bearing |
| q | combined with thrust washer Pos. 3 on some gearboxes → Chapter |
| q | identify before removing |
| q | do not interchange with inner ring/cylindrical-roller bearing of output shaft |
| q | can be replaced separately |
| q | removing and installing → Chapter |
| 3 - | Thrust washer |
| q | combined with inner ring/cylindrical-roller bearing Pos. 2 on some gearboxes → Chapter |
| 4 - | 6th gear sliding gear |
| q | No. of teeth → Chapter |
| 5 - | 6th gear synchronizer ring |
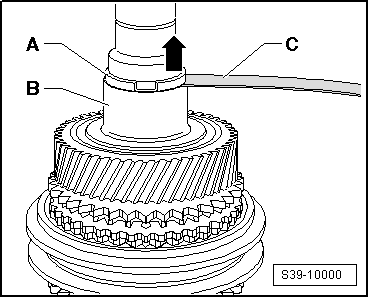
| q | check for wear → Fig. |
| 6 - | Needle bearing |
| q | for 6th gear |
| q | replace together with Pos. 7 |
| q | on certain gearboxes two-piece, assign via the → Electronic Catalogue of Original Parts |
| 7 - | Bushing |
| q | for 6th gear needle bearing |
| q | replace together with Pos. 6 |
| q | removing and installing → Chapter |
| 8 - | Sliding sleeve with 5th and 6th gear synchronizer body |
| q | removing and installing → Chapter |
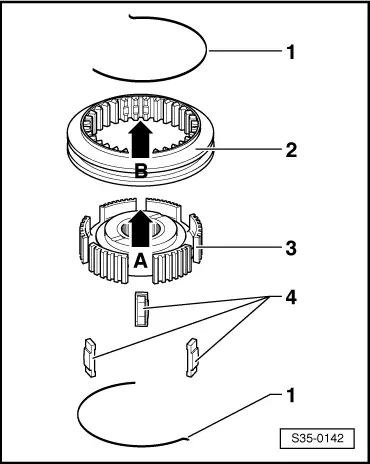
| q | disassembling → Fig. |
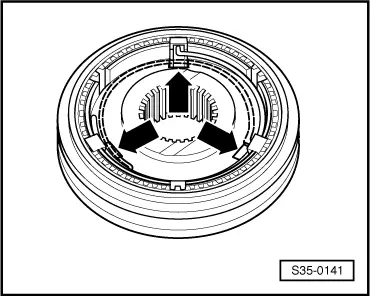
| q | Assembly of the sliding sleeve/5th/6th °gear synchronizer body → Fig. and → Fig. |
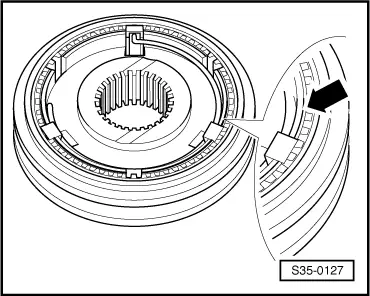
| q | Fitting position → Fig. |
| 9 - | 5th gear synchronizer ring |
| q | is damaged by the drive shaft when removing |
| q | always replace → Electronic Catalogue of Original Parts |
| q | check for wear → Fig. |
| 10 - | 5th gear sliding gear |
| q | No. of teeth → Chapter |
| 11 - | Needle bearing |
| q | for 5th gear |
| q | replace together with Pos. 12 |
| 12 - | Bushing |
| q | for 5th gear needle bearing |
| q | replace together with Pos. 11 |
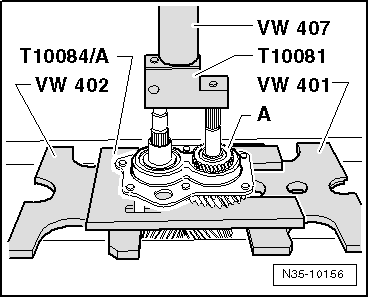
| q | press off with bearing support/grooved ball bearing Pos. 14 |
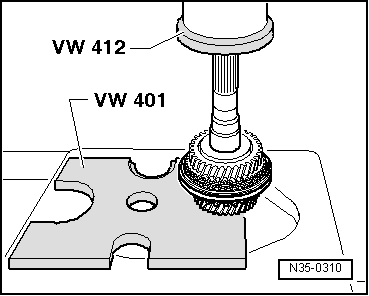
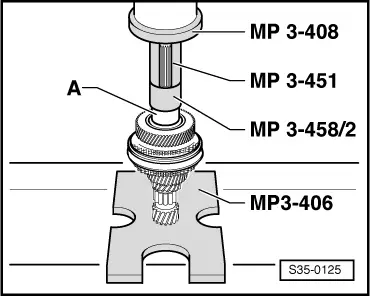
| q | pressing on → Fig. |
| 13 - | Gearbox housing |
| q | repairing → Chapter |
| 14 - | Bearing support with grooved ball bearing |
| q | Always replace grooved ball bearing together with the bearing support |
| q | If the bearing support is released from the gearbox housing, it must always be replaced → Electronic Catalogue of Original Parts |
| q | pressing off with 5th°gear pinion → Fig. |
| q | pressing on → Fig. |
| 15 - | Drive shaft |
| q | Clean the threaded hole in the drive shaft e.g with a thread tap from the locking agent residues |
| 16 - | Needle bearing |
| q | for 3rd gear |
| 17 - | 3rd gear sliding gear |
| q | No. of teeth → Chapter |
| 18 - | 3rd gear synchronizer ring |
| q | check for wear → Fig. |
| 19 - | Sliding sleeve with 3rd and 4th gear synchronizer body |
| q | press off with 3rd gear sliding gear → Fig. |
| q | disassembling → Fig. |
| q | Fitting position sliding sleeve/synchronizer body → Fig. |
| q | assembling → Fig. |
| q | pressing on → Fig. |
| 20 - | Bushing |
| q | for 4th gear needle bearing |
| q | replace together with Pos. 21 |
| q | press off with 3rd gear sliding gear → Fig. |
| q | pressing on → Fig. |
| 21 - | Needle bearing |
| q | for 4th gear |
| q | replace together with Pos. 20 |
| 22 - | 4th gear synchronizer ring |
| q | check for wear → Fig. |
| 23 - | 4th gear sliding gear |
| q | No. of teeth → Chapter |
| 24 - | Thrust washer |
| 25 - | Inner ring/cylindrical-roller bearing |
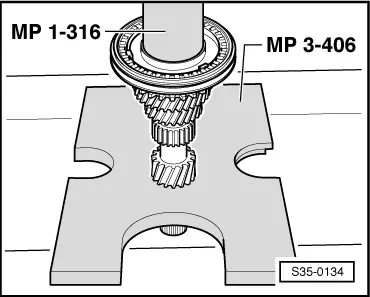
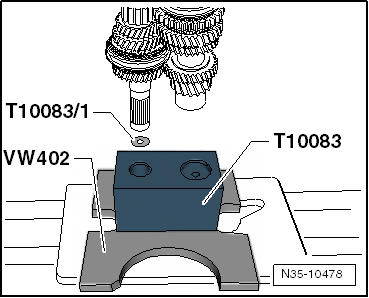
| q | pressing off → Fig. |
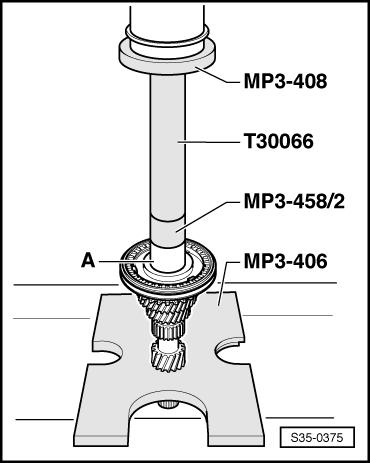
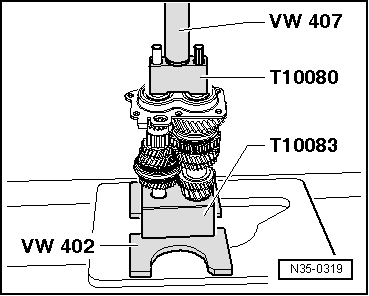
| q | pressing on → Fig. |
| 26 - | Circlip |
| q | replace → Electronic Catalogue of Original Parts |
| q | Determine thickness → Fig. |
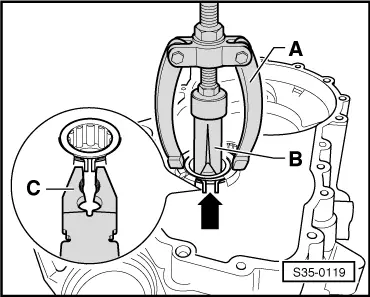
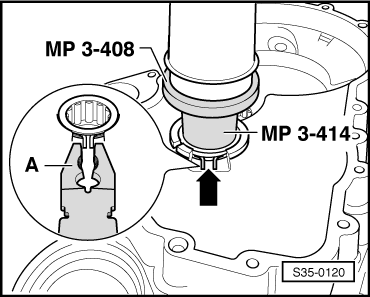
| 27 - | Cylindrical-roller bearing |
| q | with circlip |
| q | removing → Fig. |
| q | pressing on → Fig. |
| q | Fitting position: the circlip in the bearing points towards the drive shaft |
| 28 - | Clutch housing |
| q | repairing → Chapter |
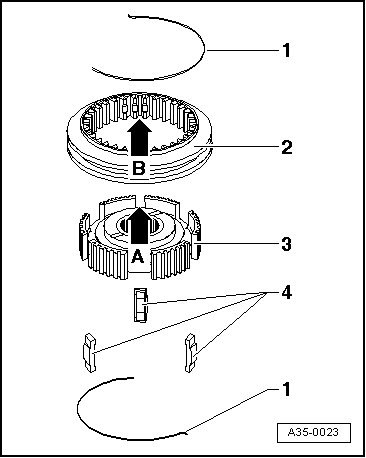
| 29 - | Spring |
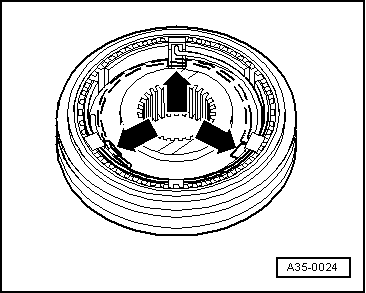
| q | Fitting position → Fig. |
| 30 - | Sliding sleeve 3rd and 4th gear |
| 31 - | 3rd and 4th gear synchronizer body |
| 32 - | Arresters (3 pieces) |
| 33 - | Spring |
| q | Fitting position → Fig. |
| 34 - | Arresters (3 pieces) |
| 35 - | Synchronizer body for 5th and 6th gear |
| 36 - | Sliding sleeve 5th and 6th gear |
|
|
|
|
Note
|
|
|
|
|
|
|
|
|
|
|
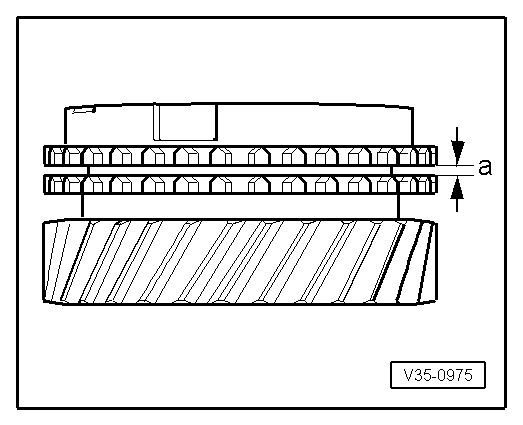
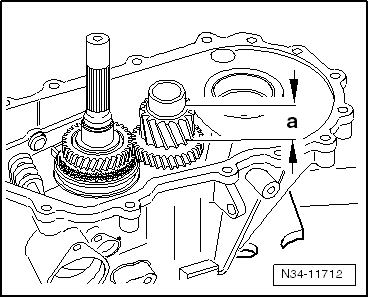
|
| Clearance -a- | Fitting dimension | Wear limit |
| 3., 4, 5 and 6th gear | 1,1 … 1.7 mm | 0.5 mm |
|
|
|
|
|
|
Note
|
|
| Measured value (mm) | Circlip thickness (mm) | Axial play (mm) |
| 0,05…0,14 | 2,0 | 0,05…0,15 |
| 0,15…0,24 | 2,1 | 0,05…0,15 |
| 0,25…0,34 | 2,2 | 0,05…0,15 |
| 0,35…0,44 | 2,3 | 0,05…0,15 |
| 0,45…0,51 | 2,4 | 0,05…0,10 |
Note |
|
|
|
|
|
|
 WARNING
WARNING
|
|
|
|
|
|