-
‒ →
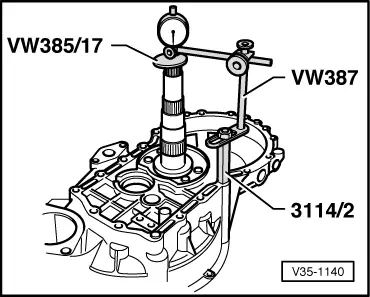
Mount dial gauge (3 mm measuring range) and set to "0" with 1 mm preload.
-
‒ Move output shaft up and down and note dial gauge reading (example: 0.30 mm).
Determining thickness of shim
The specified bearing preload is obtained by adding
a constant preload figure of (0.20 mm)
to the reading obtained (0.30 mm)
and the thickness of the shim installed (0.65 mm).
Example:
|
Shim installed
|
0.65 mm
|
|
+ Reading
|
0.30 mm
|
|
+ Preload (constant)
|
0.20 mm
|
|
Thickness of shim
|
1.15 mm
|
-
‒ Remove output shaft and pull out small taper roller bearing outer race => Page 35-38
The following adjustment shims are available:
|
|
|---|
|
Size (mm)
|
Part No.
|
|
0.65
0.70
|
020 311 391 P
020 311 391 Q
|
|
0.75
0.80
0.85
|
020 311 391
020 311 391 A
020 311 391 B
|
|
0.90
0.95
1.00
|
020 311 391 C
020 311 391 D
020 311 391 E
|
|
1.05
1.10
1.15
|
020 311 391 F
020 311 391 G
020 311 391 H
|
|
1.20
1.25
1.30
|
020 311 391 J
020 311 391 K
020 311 391 L
|
|
1.35
1.40
|
020 311 391 M
020 311 391 N
|
Varying tolerances make it possible to obtain the exact shim thickness required.
-
‒ Press in small taper roller bearing outer race together with the correct shim (in example 1.15 mm) (
) and install output shaft. Tighten bearing support nuts in clutch housing to 25 Nm and then turn 90° further.
|